









 Рейтинг: 4.8/5.0 (1664 проголосовавших)
Рейтинг: 4.8/5.0 (1664 проголосовавших)Категория: Руководства
Прибор КСД-3 относится к стационарным одноканальным показывающим устройствам, с поддержкой процесса регистрации на диаграммном диске. При помощи предложенного прибора можно осуществлять регулирование и контроль таких физических величин неэлектрической природы, как давление, уровень и расход, прочее.
Предложенное устройство используется в комплексе с первичными заменяемыми системами, обеспечивающими преобразование контролируемой неэлектрической величины в значение комплексной взаимоиндуктивности. По своей сути используемые первичные устройства являются датчиками взаимной индуктивности. Роль компенсирующего устройства в приборе играет преобразователь дифтрансформаторного типа.
Функциональное применениеПриборы КСД 3 поддерживают возможность работы следующих измерительных систем:
Приборы КСД 3 рассчитаны на использование во взрывобезопасной среде при температуре окружающего воздуха от +5 ? С и до +50?С. Предельное значение относительной влажности может составлять 80% при 35?С и условии отсутствия выпадения влаги. Воздушная среда не должна включать в своем составе токопроводящую пыль и примеси газов и паров, которые могут провоцировать коррозию основных элементов прибора.
Описание и принцип действияВ зависимости от величины измеряемого параметра происходит смещение сердечника преобразователя дифтрансформаторного типа. Способствовать перемещению сердечника будет чувствительный элемент, который выполнен в виде профильного лекала. Поворот этого лекала осуществляется под воздействием реверсивного электродвигателя. За преобразование параметров неэлектрических физических величин в соответствующие электрические импульсы отвечает преобразовательная система дифтрансформаторного типа.
Комплект прибора и его основные конструкционные узлыВ комплектацию устройства КСД-3 включены:
К основным рабочим узлам устройства относятся:



















Настоящее техническое описание и инструкция по эксплуатации предназначены для ознакомления обслуживающего персонала, участвующего в монтаже и наладке и последующей эксплуатации дробилок среднего и мелкого дробления КСД, КМД 1750.
В настоящей инструкции рассматриваются принципы действия, назначение отдельных элементов и узлов схемы, вопросы подготовки к пуску и наладке электрооборудования, даются указания по технике безопасности, по эксплуатации отдельных элементов, узлов электрооборудования.
Одновременно с настоящим техническим описанием обслуживающий персонал должен изучать и руководствоваться эксплуатационными документами предприятий изготовителей электрооборудования, поставляемыми в комплекте с изделиями, а также «Правилами устройств электроустановок», «Правилами технической эксплуатации» и «Правилами техники безопасности при эксплуатации установок потребителей», требованиями действующих на предприятиях ведомственных инструкций.
Заказчик обязан обеспечить сохранность поставляемой технической документации, а так же ее изучение обслуживающим персоналом. Настоящее техническое описание распространяется на электрооборудование, которое поставляется непосредственно с дробилкой.
Электрооборудование дробилок постоянно совершенствуется, производятся замена устаревших типов аппаратов и приборов на вновь разработанные. Поэтому могут быть некоторые расхождения между отдельными элементами электрооборудования, указанного в техническом описании и установленного на машине.
Данное техническое описание и инструкцию необходимо рассматривать совместно с техническими описаниями и инструкциями по эксплуатации электрооборудования установки смазочной станции 4416.01.832ТО и гидроагрегата 4416.01.842ТО
1. НАЗНАЧЕНИЕ1.1. Конусные дробилки среднего и мелкого дробления Ф1750 мм предназначены для дробления руд черных и цветных металлов и других материалов горнорудной и других отраслей промышленности, на камнедробильных фабриках.
Дробилки Ф1750 выпускаются с дробящим пространством двух типов:
а) среднего дробления (КСД) б) мелкого дробления (КМД)
Обозначение типа исполнения обязательно вводится в обозначение типоразмера дробилки.
1.2. Электрооборудование дробилок среднего и мелкого дробления предназначено для привода и управления дробилки, как в ручном, так и автоматическом режиме. Электрооборудование для дробилок применено серийное, изготовленное по техническим условиям — заводов-изготовителей.
1.3. Электрооборудование работает в условиях повышенной тряски, вибрации и запыленности.
2. ТЕХНИЧЕСКИЕ ДАННЫЕ2.1. Номинальное напряжение трехфазной сети, В - 360
2.2. Частота сети, Гц - 50
2.3. Номинальное напряжение потребителей:
2.4. Технические данные электрооборудования приведены в таблице 1.
3.3. Схема управления.
4. РАБОТА ЭЛЕКТРООБОРУДОВАНИЯ 4.1. Электрооборудование главного привода4.1.1. В состав электрооборудования входят:
а) электродвигатель б) шкаф управления в) шкаф контроля температуры
4.1.2. В качестве приводного электродвигателя конусных дробилок КСД, КМД-1750 принят электродвигатель переменного тока, асинхронный, с.к.з.ротором, в закрытом исполнении.
4.1.3. Вся аппаратура управления, а также сигнальная аппаратура установлена в шкафах управления.
4.1.4. Для обеспечения нормальной работы электрооборудования дробилок, допустимое колебание напряжений питающей сети должно быть в пределах от минус 5% до плюс 10%.
4.1.5. Схемы управления дробилкой КСД, КМД-1750Гр и Т (рис.1) предусматривает 2 вида управления: местное и дистанционное. Выбор управления производится избирателем управления SA1.
Включение и отключение электродвигателя дробилки производится ключом управления SA2.
4.1.6. Схема управления дробилкой выполнена таким образом, что пуск дробилки может быть произведен только при нормальном уровне масла в сливной магистрали дробилки. Поэтому перед пуском дробилки должна быть включена смазочная установка.
После обеспечения необходимой циркуляции масла в маслоситеме, реле контроля уровня масла на сливе SL замыкает свой контакт в цепи реле KV4, которое замыкает свой контакт в цепи реле включения дробилки KV10.
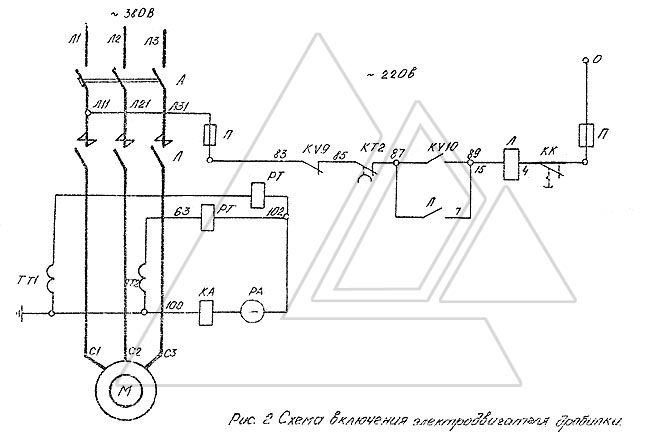
Дробилка к пуску готова. Пуск дробилки производится со шкафа управления ключом SA2 или дистанционно с поста оператора. Контакт реле KV10 замыкается в цепи контактора Л (рис.2). Отключение дробилки производится ключом SA2, оператором, а также при срабатывании защит:
1) от снижения уровня масла в сливной магистрали, при этом контакт реле KV4 замыкается в цепи реле времени KT1/
Если уровень масла в сливной магистрали понизился кратковременно, то сигнал на отключение не поступает.
2) от неисправности работы маслостанции — контакт KV6 в цепи реле KV7. 3) от понижения температуры подшипников и масла — контакт KV5 в цепи реле KV7. 4)от перегрузки электродвигателя.
В случае перегрузки срабатывает максимальное реле РТ, контактом которого разрывается цепь контактора Л.
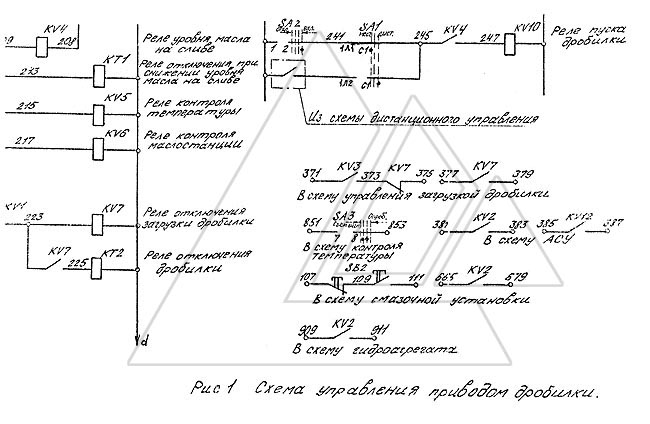
При срабатывании защит от снижения уровня масла в сливной магистрали, неисправности работы смазочной установки и повышения температуры подшипников и масла сначала подается сигнал на отключение питающего транспортера (загрузка дробилки), а затем с выдержкой времени отключается электродвигатель дробилки (контакт реле КТ2 в цепи контактора Л).
Схема управления предусматривает аварийное отключение дробилки кнопочным постом SB1 со шкафа управления и SB3 с поста оператора, в цепи реле KV9.
4.1.7. Для контроля работы дробилки на шкафу управления предусмотрена световая и звуковая сигнализация (рис.3).
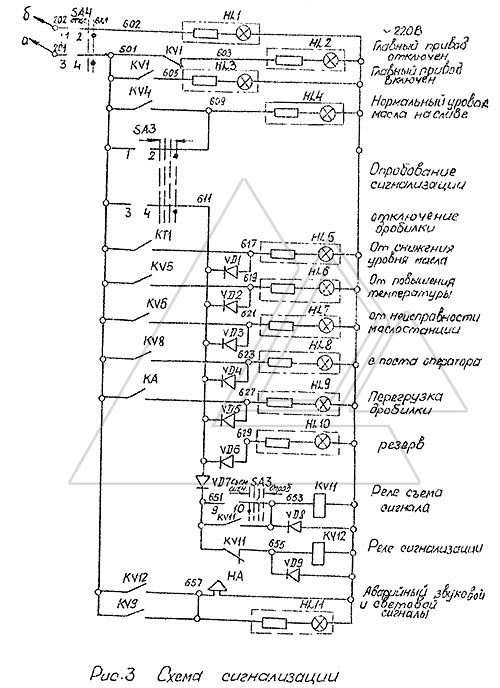
Опробование сигнализации и съем сигнала производится ключом SA3. При нормальной работе дробилки горят лампочки HL1, HL3, HL4.
В случае неисправности в работе дробилки загорается лампочка, сигнализирующая причину отключения, характер неисправности, и подается предупредительный звуковой сигнал. Звуковой сигнал снимается ключом SA3, а соответствующая лампочка горит до устранения неисправности.
4.1.8. Схема предусматривает сигнализацию следующих причин неисправности: привод дробилки отключен.
4.1.9. Сигнализация причин отключения дробилки включает в себя следующее:
а) отключение от снижения уровня масла в сливной магистрали дробилки, включается контакт реле КТ1 в цепи лампочки HL5. б) отключение из-за неисправности в системе маслосмазки, контакт KV6 в цепи лампочки HL7. в) отключение при повышении температуры подшипников, масла, контакт KV5 в цепи лампочки HL6. Г) отключение от перегрузки дробилки, контакт КА в цепи лампочки HL9. Д) отключение дробилки с поста оператора, контакт KV8 в цепи лампочки HL8.
При любом отключении дробилки или неисправности в ее работе, замыкается электрическая цепь соответствующей сигнальной лампочки и реле сигнализации KV12.
В случае включается звуковая и световая сигнализация, которая будет действовать до тех пор, пока ключом SA3 через реле съема сигнала KV11 она не будет отключена.
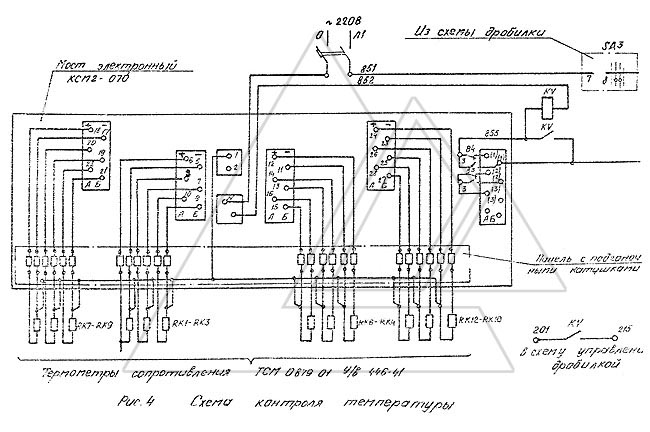
4.2. Контроль температуры4.2.1. Для контроля температуры подшипников установлены термометры сопротивления медные типа ТОМ 0879-У/В446-41. Количество и места установки термометров сопротивления указаны на чертежах общего вида дробилки.
4.2.2. Термометры сопротивления предназначены для измерения температуры от минус 50°C до плюс 150°C, глубина погружения 100 мм, градуировка № 23. Принцип работы основан на изменении величины электрического сопротивления проводника, помещенного в среду, температуру которой необходимо определить.
4.2.3. Настройка термометров для контроля температуры ведется на температуру плюс 60°C. В связи с большим разнообразием конкретных условий, в которых работают дробилки, рекомендуется в процессе эксплуатации вести систематическое наблюдение за работой термометров. Это позволит произвести соответствующую корректировку их настройки применительно к условиям эксплуатации.
4.2.4. Термометры сопротивления подключаются к автоматическому электрическому мосту КСМ2-070 на 12 точек измерения, с градуировкой № 23.
4.2.5. Электронной автоматический мост КСМ2-070 предназначен для измерения, записи и регулирования температуры на одно заданное значение. При повышении температуры в любой контролируемой точке подается звуковой и световой сигнал на шкафу управления дробилкой, а также подается сигнал на отключение дробилки.
Для восстановления схемы после срабатывания реле KV, контактом переключателя SA3 обесточивается катушка реле KV (рис.4).
5. УКАЗАНИЯ МЕР БЕЗОПАСНОСТИ
5.1. При эксплуатации электрооборудования дробилок, ремонтные работы и уход за ним должны производиться персоналом в полном соответствии с «Правилами технической эксплуатации электроустановок потребителей и правилами техники безопасности при эксплуатации электроустановок потребителя» (ПТЭ и ПТБ) и инструкциями, где эксплуатируются дробилки.
5.2. Все работы монтажу, ремонту, ликвидации неисправности должны производиться при полном снятии напряжения. Напряжение на электрооборудование может быть подано только после выполнения всех требований, предъявляемых к заземлению.
5.3. Заземлению подлежат:
а) корпуса электрических машин; б) каркасы шкафов управления.
5.4. Каждый заземляющий элемент должен быть присоединен к заземлителю или заземляющей магистрали.
5.5. Все попутные токоведущие части должны быть изолированы или ограждены. Вращающиеся соединительные муфты должны иметь защитные кожуха.
5.6. Все проходы к электрооборудованию и доступ к нему должны быть свободными и достаточными для обслуживания и ремонта.
5.7. При обслуживании электрооборудования обязательно пользоваться защитными средствами, предусмотренными в правилах техники безопасности.
6. ПОРЯДОК УСТАНОВКИ ЭЛЕКТРООБОРУДОВАНИЯ 6.1. Электродвигатели6.1.1. Перед установкой электродвигатели должны быть осмотрены, проверено крепление деталей, проверено сопротивление обмоток электродвигателей напряжением до 1000В с помощью мегомметра на напряжение 500 или 1000В. Допустимые величины сопротивлений изоляции обмоток электрических машин при рабочей температуре приведены в таблице 2. В случае измерения сопротивления изоляции при температуре ниже рабочей, допустимой сопротивление изоляции, должно быть удвоено на каждые 20°C.
Машины или их части
Наименьшая допустимая величина сопротивления изоляции
6.2. Сушка электродвигателей6.2.1. Просушите электродвигатели перед пуском, у которых сопротивление изоляции не удовлетворяет требованиям, а для новых электродвигателей это необходимо даже в том случае, если сопротивление изоляции обмоток по отношению к корпусу, а также между обмотками окажется удовлетворительным.
Может оказаться, что обмотки, имеющие большое сопротивление изоляции по отношению к корпусу и друг другу, между отдельными элементами внутри (между витками) окажутся сырыми. Включение таких электродвигателей без предварительной просушки в ряде случаев ведет к аварии.
Очистите от мусора, грязи и пыли помещение, в котором проводится сушка электродвигателя. Осмотрите, вычистите и продуйте сухим сжатым воздухом (давление не более 2 кг/см 2 ) электродвигатель.
6.2.2. Сушка может проводиться один из следующих способов:
а) внешним нагревом; б) током короткого замыкания; в) постоянным током; г) комбинированным способом (внешним нагревом и током).
6.2.3. Сушка внешним нагревателем может быть применена для всех электродвигателей.
Для нагревания могут быть применены лампы накаливания, нагревательные сопротивления, закрытые печи или батареи парового отопления. Помещайте источники нагревания возможно ближе к двигателю, или внутри его. Ближайшие к источнику части электродвигателя не должны нагреваться более 100°C.
Применяйте обдув двигателя нагретым воздухом для повышения эффективности сушки. Добивайтесь при этом равномерного нагрева всей обмотки. При сушке внешним нагреванием, так же, как и при всех других способах, температуру необходимо повышать постепенно. Температура нагретого воздуха не должна превышать 90°C.
6.2.4. При сушке током короткого замыкания, обмотки статора присоединяйте к сети напряжением равным 1/8. 1/10 номинального напряжения электродвигателя.
Затормозите и соедините ротор с пусковыми сопротивлениями. Ток при этом не должен превышать40-60% от номинального. Предпочтительнее иметь регулируемое напряжение. Отключайте периодически источник питания при отсутствии регулируемого напряжения в случае слишком быстрого повышения температуры, а также при достижении наивысшей допустимой температуры.
В зависимости от напряжения ток может быть подведен к ротору, а статор замкнут накоротко.
6.2.5. Сушка постоянным током производится при заторможенном роторе. Соедините последовательно обмотки всех фаз и через них пустите ток. Включение и отключение производить через реостат при токе не более 20% номинального, во избежание возможности пробоя изоляции обмоток от экстратоков. Ток сушки не должен превышать40-60%номинального значения.
Обмотка ротора при таком способе сушки обычно высыхает одновременно с обмоткой статора, так что отдельная сушка ротора не требуется.
6.2.6. Нагревание при любой виде сушки должно происходить постепенно, иначе температура внутренних частей электродвигателя быстро может достигнуть опасной величины в то время, как нагрев наружних частей и выходящего воздуха будет незначительным.
При слишком быстром нагревании электродвигателя может произойти повреждение изоляции обмотки, так как постоянные времени нагрева железа, меди и изоляции обмотки неодинаковы. Повышайте ток постепенно (при сушке током), ступенями, чтобы на каждой ступени достигалась установившаяся температура обмотки.
При сушке электродвигателя, находившегося при минусовой температуре окружающего воздуха в течении 1.5-2-х часов температура поддерживается не выше 10-20°C, затем постепенно повышается в течение 2-3 часов до температуры 50°C.
При достижении температуры 50°C в дальнейшем она должна повышаться с тем, чтобы 80-100°C было достигнуто не ранее, чем через7-10 часов. При сушке электродвигателя, находившегося при плюсовой температуре окружающего воздуха, в течение первых 2-3-х часов температура должна подниматься не выше 50°C.
При низкой температуре воздуха можно рекомендовать комбинированный нагрев обмотки внешним нагревателем и током. Если сопротивление изоляции машин из-за сильного увлажнения низкое, менее 0.1 МОм, для сушки используется нагретый воздух, затем по мере возрастания рекомендуется перейти на комбинированный нагрев.
При сильно увлажненной обмотке не рекомендуется начинать ее сушку током, так как интенсивное выделение тепла в меди может нарушить прочность изоляции. Особенно опасен постоянный ток. Из-за его электролитического действия. Во время сушки температура железа или обмотки не должна превышать 80°C по термометру и 100°C при измерении по методу сопротивления.
При замере температуры термометрами, они устанавливаются в нескольких местах на обмотке, железе и в струе выходящего воздуха. Шарики термометров, установленных на железе и обмотке, обертываются станиолью, а сверху покрываются ватой или войлоком. Следите, чтобы вата не попала между шариком термометра и местом замера. Положение термометров во время сушки не должно меняться.
Метод сопротивления состоит в определении температуры обмоток электродвигателя по увеличению их омического сопротивления и дает среднее значение температуры меди обмоток.
Превышение температуры медных обмоток в градусах над температурой окружающей среды вычисляется по формуле:
Где: Т — повышение температуры, Тср — температура окружающей среды, Тхол — температура холодной обмотки, Rгор — сопротивление нагретой обмотки, Rхол — сопротивление холодной обмотки.
Вентиляция ускоряет процесс сушки, поэтому двигатель по возможности должен вращаться во время сушки. Однако, при слишком сильной вентиляции двигатель не сможет нагреться до необходимой температуры.
Критерием сухости изоляции обмотки статора является сопротивление изоляции и коэффициент абсорбции. Минимальное сопротивление изоляции всей обмотки статора при температуре 75°C, проверенное мегомметром с рабочим напряжением не менее 1000В должно быть не менее 1 Мом на 1 кВ напряжения двигателя.
Вторым необходимым критерием сухости изоляции является коэффициент абсорбции — отношение значения сопротивления изоляции при различной деятельности приложения напряжения. Для этого сопротивление изоляции измеряется мегомметром спустя 15с или 60с с момента приложения напряжения при одной и той же скорости вращения рукоятки и берется отношение показателей мегомметра:
Где К — коэффициент абсорбции при температуре 15-30°C.
Изоляция считается сухой, если коэффициент абсорбции не менее 1.3.
Во время сушки сопротивление изоляции вследствие испарения влаги из обмоток сначала понижается, а затем начинает возрастать и становиться постоянным или незначительно изменяется в сторону повышения. После этого рекомендуется продолжать сушку еще5-10 часов.
Прекратите сушки, если двигатель не поддается сушке, охладите его до температуры на 5-10°C выше окружающей среды и повторите сушку. Повторная сушка обычно дает хорошие результаты.
6.2.7. После сушки.
Установите и закрепите электродвигатель на фундаментной плите, обеспечив плотное прилегание лап статора к плите, произведите облатку двигателя на холостом ходу. При обкатке нагрев подшипников не должен превышать 90°C, а вибрация подшипниковых узлов не должна превышать норм, приведенных в таблице 3.
Предельные нормы вибрации подшипниковых узлов двигателей3-х взаимно-перпендикулярных плоскостях.
Скорость вращения, об/мин
Произведите центровку электродвигателя с приводным механизмом (после окончательной центровки число прокладок под любой из лап стартера двигателя не должно превышать трех). Проверьте работу электродвигателя совместно с приводным механизмом на холостом ходу и под нагрузкой.
Примечание: при подготовке к работе электрических машин необходимо пользоваться инструкциями по эксплуатации заводов-производителей.
6.3. Шкафы управления6.3.1. Устанавливайте шкафы управления внутри сухих помещений при температуре окружающей среды не выше плюс 35°C.
6.3.2. Шкафы управления не рассчитаны для работы во взрывоопасной, агрессивной среде и в среде насыщенной водяными парами, или в местах незащищенных от попадания атмосферных осадков.
7. ПОДГОТОВКА ЭЛЕКТРООБОРУДОВАНИЯ К РАБОТЕ 7.1. Общие указания7.1.1. Проверьте целостность смонтированного электрооборудования, соответствие его параметров проектным и комплектность согласно спецификации.
7.1.2. Произведите внешний осмотр шкафов управления в целом и каждого аппарата в отдельности.
7.1.3. Проверьте качество монтажных работ каждого аппарата в отдельности и убедитесь в отсутствии видимых повреждений (обрыв проводов, нарушений изоляции, надежность закрепления проводов на панелях, трещин, изломов и т.д.).
7.1.4. Обратите внимание на наличие заземления и качество контактных соединений заземляющего устройства.
7.1.5. Проверьте правильность маркировки проводов по принципиальным и монтажным схемам.
7.2. Электрические машины7.2.1. Очистите электродвигатель от пыли, грязи, удалите следы ржавчины, очистите неокрашенные металлические поверхности от антикоррозийной смазки.
7.2.2. Убедитесь в свободном вращении ротора, снимите подшипниковые щиты и проверьте, нет ли в электродвигателе посторонних предметов.
7.2.3. Продуйте электродвигатель сжатым сухим и чистым воздухом давлением не выше 2 кг/см 2.
7.2.4. Проверьте затяжку крепящих и контактных болтовых соединений.
7.2.5. Проверьте наличие смазки в подшипниках, которая должна занимать от 1/2 до 2/3 объема подшипниковой камеры. Шарики, беговые дорожки должны находиться в смазке.
7.2.6. Проверьте состояние изоляции обмоток электродвигателя.
7.3. Сборка роторных сопротивлений7.3.1. Перед подключением сопротивлений к ротору двигателя:
Убедитесь в правильности разбивки сопротивлений по ступеням, для этого проведите замер сопротивлений при помощи моста или методом амперметра-вольтметра.
Зазоры между стенками щитов и токоведущими частями должны быть не менее 25 мм. Для отвода тепла, выделяемого элементами сопротивления, должен быть предусмотрен необходимый приток воздуха.
7.4. Шкафы управления7.4.1. Произведите внешний осмотр релейно-контактной аппаратуры.
При внешнем осмотре обратите внимание на состояние главных и блокировочных контактов и их пружин, искрогасительных камер, на наличие всех деталей магнитной системы и т.д.
Раствор контактов, провал и нажатие на контакт являются основными параметрами контактного устройства. Они не должны выходить за пределы значения данных в паспорте аппаратов.
Проверяйте их периодически во время работы. Нажатие контактов в начале касания должно быть таким, чтобы при ударе не происходило отскакивание подвижного контакта от неподвижного (вибрации контактов).
Вибрация контактов при включении вызывает искрение, а иногда ведет к привариванию.
От величины конечного нажатия зависит сопротивление в месте касания контактов и их нагрев (по ГОСТУ на контакторе температура не должна быть выше плюс 110°C).
7.4.2. Следите при осмотре контакторов, чтобы отдельные пластины деионизационной решетки искрогасительных камер не касались друг друга. Проверьте, чтобы не было касания контактных пальцев, стенок камер и пластин деионизационной решетки. Работа со снятыми искрогасительными камерами запрещается.
7.4.3. Проверьте изоляцию катушек и контактов. Для измерения сопротивления и изоляции применяйте мегомметры на 250, 500 и 1000В. Практически считать допустимым сопротивление изоляции не ниже 1 МОм. Пониженное сопротивление изоляции катушек аппаратов может быть следствием внутренней и поверхностной увлажненности, запыленности и других причин.
Катушки с пониженным сопротивлением изоляции снимите с сердечника аппаратов для сушки. Сушку производите в вакуумных камерах при температуре 80. 90°C; а при отсутствии специальных камер, катушки расположите над грелками в зоне, имеющей температуру 60. 70°C.
7.4.4. Произведите проверку и настройку напряжения срабатывания аппаратов. Промежуточные электромагнитные реле должны четко включаться при подаче на катушки 85% номинального напряжения.
Настройку напряжения срабатывания реле напряжений (тока) производится изменением воздушного зазора и натяжением приводной пружины. Максимальная величина зазора ограничивается предельными значениями растворов и провалов контактов. Натяжение пружин должно быть достаточно сильным, чтобы создаваемый ею момент во много раз превышал момент трения. Максимальное первоначальное сжатие пружины ограничивается тем, что при втянутом якоре ее ветки не должны касаться друг друга.
Грубую регулировку напряжения отпадения реле выполнять подбором немагнитных прокладок, тонкую регулировку — изменением натяжения пружины.
7.4.5. Произведите проверку электрических цепей одним из следующих способов:
а) методом «прозвонки». Простейшим способом проверки электрических цепей при снятом напряжении является ток называемый «прозвонка», которая производится с помощью пробника, омметра и тестера;
б) методом «шаговой» проверки. Удобным методом нахождения места обрыва в цепи, включенной под напряжение, является последовательная «шаговая» проверка наличия напряжения в различных точках цепи.
При большом числе контактов в цепи удобно начинать проверку с ее середины, так как после первого же замера станет ясно, в какой части цепи имеет место обрыв;
В) методом «прощелкивания». Метод «прощелкивания» используется для проверки правильности взаимодействия релейно-контакторных аппаратов в цепях управления и обеспечивает наиболее достоверные результаты проверки.
7.4.6. Произведите внешний осмотр и проверку механической части токового реле типа РТ-82/2 в следующей последовательности:
а) снимите пломбы ОТК;
б) снимите крышку реле;
в) выньте прокладку между цинком и магнитом;
г) обрежьте шпагат, закрепляющий подвижные части реле;
д) проверьте чистоту механизма, отсутствие пыли, ржавчины, изломов, искривлений и вмятин;
е) проверьте подвижность механизма от руки, медленно поверните диск и убедитесь в равномерности зазора между диском и магнитом;
ж) проверьте все контактные соединения и закрепление реле на панели;
з) произведите проверку шкалы тока и отсечки.
8. ТЕХНИЧЕСКОЕ ОБСЛУЖИВАНИЕ ЭЛЕКТРООБОРУДОВАНИЯ8.1. Для обеспечения надежной и бесперебойной работы электрооборудования необходимо выполнять требования «Правил технической эксплуатации и безопасности обслуживания электроустановок промышленных предприятий» (ПТЭ). Оперативный персонал обязан регулярно производить осмотр электрооборудования.
При обходах проверяют режим работы, состояние и чистоту оборудования. Результаты осмотра заносят в журнал, где указываются:
б) замеченные неисправности, каким способом они были ликвидированы;
в) чистоту электрооборудования;
г) состояние смазки;
д) фамилии, производивших осмотр.
Периодичность обходов, объем осмотров устанавливается местной инструкцией с учетом характера оборудования, его состояние, условий работы. Капитальный и текущий ремонт электрооборудования производиться в зависимости от его вида в различные сроки, по графикам и планам, утвержденным ответственным за электрохозяйство предприятия лицом.
В настоящей инструкции приведены общие требования к эксплуатации основного электрооборудования.
8.2. При эксплуатации электрических машин необходимо: а) содержать электродвигатели в чистоте, особенно следить за чистотой обмоток, подшипников. Производить периодически, но не реже одного раза в месяц, продувку электродвигателей сухим сжатым воздухом;
б) следить за работой подшипников. Нормальная работа подшипников характеризуется равномерным гулом шариков или роликов; нагрев подшипников, неравномерный стук или удары указывают на повреждение подшипников или на присутствие в подшипнике постороннего тела. Если промывка подшипника не улучшает его работу, подшипник следует заменить. Максимальная допустимая температура нагрев подшипника не более 90°C;
в) следить за износом подшипников. Подшипник считают изношенным, если зазор, измеренный щупом между шариком (роликом) и обоймой превышает следующие размеры:
Рекомендуемый срок смены смазки не реже одного раза в 6 месяцев;
г) следить за вибрацией электродвигателя. Вибрация не должна превышать величин, приведенных в таблице 3;
д) следить за чистотой внутренней полости коробки выводов статора;
е) проверять затяжку болтов;
ж) проверять наличие заземления;
з) проводить ревизию без разборки электродвигателя при снятых щитах и крышках подшипников раз в2-3 месяца. Проводите ревизию электродвигателей с разборкой 1-2 раза в год или чаще в случае загрязнения вентиляционных каналов, обмоток статоров и ротора. Разборку и сборку электродвигателя проводить согласно инструкции по эксплуатации на электродвигатель.
и) следите за нагрузкой электрических машин по показаниям амперметров и контрольных приборов. 8.3. Характерные неисправности электродвигателя и методы их устранения приведены в техническом описании и инструкции по эксплуатации завода-изготовителя.
8.4. При эксплуатации шкафы управления требуют систематического ухода. Сроки осмотра и ревизии шкафов зависят от условий эксплуатации. Необходимо предохранять элементы шкафа от загрязнения и механических повреждений. Следует проводить периодическую профилактику всех аппаратов и не реже одного раза в год полную ревизию шкафа.
В состав работ по профилактике аппаратов необходимо включать:
а) регулярный осмотр пускорегулирующий аппаратуры, чистку и устранение мелких дефектов; б) очистку аппаратов и панелей от пыли; в) осмотр и зачистку рабочих контактов реле и контакторов от оплавления и пригаров; Очищайте поверхности контактов бархатным напильником, заменяйте контакты новыми в случае сильного их обгорания; г) смазку подшипников подвижных систем контакторов; д) осмотр и крепление контактов; е) регулировку величины нажатия главных контактов. Нормальные значения величин зазоров, провалов и силы нажатия контактов приводятся в инструкциях заводов-изготовителей аппаратуры и в справочниках; ж) осмотр автоматических выключателей после каждого отключения от короткого замыкания и не реже одного раза в год при нормальных условиях работы. Износившийся или несоответствующий паспортным данным автомат замените новым. При осмотре автомата обращайте внимание на величину провала контактов, затяжку винтов и гаек; з) проверку действия схемы шкафа.
При ревизиях шкафов и щитов управления помимо работ, предусмотренных профилактикой, разбирают подвижные системы контакторов и промывают и при необходимости заменяют втулки подшипников; заменяют также изношенные рабочие контакты реле и контакторов; проверяют действие схемы и при необходимости регулируют реле.
1.1. Настоящее руководство предназначено для правильного выбора типоразмера и испытания, монтажа, пуска, наладки, эксплуатации и технического обслуживания конусных дробилок с диаметром основания дробящего конуса, равного 1200 мм.
При выполнении вышеперечисленных операций, кроме настоящего руководства, необходимо пользоваться:
1) комплектом эксплуатационной документации, высылаемым заводом совместно с отгружаемой дробилкой, в объеме ведомости 1-111230 ЭД (ОП);
2) инструкциями (руководствами) комплектующих изделий;
3) общими для промышленного оборудования приемами и средствами монтажа, а также указаниями мер безопасности, принятыми на предприятии заказчика.
1.2. Эффективность работы дробилки зависит от правильного ее выбора (типоразмера и исполнения) и соблюдения требований, изложенных в настоящем руководстве.
Под правильным выбором дробилки понимается соответствие указанных в паспорте основных параметров (производительности, размеров приемной и разгрузочной щелей, мощности главного привода и др.) и условий эксплуатации.
Завод-изготовитель гарантирует работу дробилки только при правильном ее выборе и при условии соблюдения требований настоящего руководства.
2. Техническое описание 2.1. НазначениеДробилка предназначена для дробления рудных и нерудных полезных ископаемых (кроме пластичных) с временным сопротивлением сжатию дробимого материала до 300 МПа и влагосодержанием не более 4%.
Не рекомендуется использовать дробилку для дробления липких и глинистых материалов.
Конусные дробилки 1200 согласно ТУ 24.01.6103 изготовляются двух типоразмеров: КСД-1200 и КМД-1200, каждая из которых имеет 2 исполнения - грубого дробления (Гр) и тонкого дробления (Т).
Структура условного наименования дробилок:
Пример условного обозначения конусной дробилки, мелкого дробления в исполнении для грубого дробления:
Дробилка КМД-1200 Гр ТУ 24.01.6103.
2.2. Технические данныеОсновные параметры и размеры дробилок приведены в табл.1. В зависимости от требований предъявляемых к крупности (фракции) конечного продукта дробления, дробилки можно использовать как в многостадийных технологических процессах (в замкнутом с грохотом цикле), так и для получения готовой продукции (в открытом цикле).
На рис. 1 показаны типовые характеристики крупности продуктов дробления для дробилок. КСД-1200 Гр; КСД-1200 Т; КМД-1200 Гр и КМД- 1200 Т при работе в открытом цикле. Типовые характеристики дробления для этих дробилок составлены на основании усредненных ситовых анализов продуктов при дроблении материалов средней твердости (с временным сопротивлением сжатию 100. 150 МПа).
В практике дробления могут быть материалы дающие лучшие или худшие относительные результаты в зависимости от физико-механических свойств дробимого материала. Однако предусмотренная конструкция дробилок возможность регулирования разгрузочной щели, позволяет получить, как правило, близкий к характеристике продукт.
Типовые характеристики крупности продуктов дробления конусных дробилок

Кривая 1 -КСД-1200 Гр.
2 - КСД-1200 Т.
3 - КМД-1200 Гр.
4 - КМД-1200 Т.
I - суммарный выход классов (по плюсу), %
II - размеры классов в долях разгрузочной щели в фазе сближения профилей.
Наименование основных параметров и размеров
Конструкция конусных дробилок КСД-1200 Гр; КСД-1200 Т; КМД- 1200 Гр и КМД-1200 Т, в основном аналогичны, и отличаются только рабочими органами - броней дробящего конуса и неподвижной броней регулирующего кольца.
2.4. Устройства и работа дробилки и ее составных частейДробилка показана на рис.2. Привод дробилки осуществляется от асинхронного электродвигателя

2.4.1. Механизм дробилки (рис.З)
Дробление в дробилках осуществляется сжатием материала в дробящем пространстве, образованном неподвижной броней 1 регулирующего кольца 2 и подвижной броней 3 дробящего конуса 4. Корпусом дробилки служит литая или сварная станина 5, имеющая два цилиндрических элемента: горизонтальный - для установки приводного вала 6 и вертикальный - для установки вала-эксцентрика 7.
Приводной вал, с насаженной на него конической шестерней 8, получает вращение от электродвигателя через эластичную муфту 9. Затем с помощью конического колеса 10 вращение передается валу-эксцентрику 7, в отверстие которого, расточенного эксцентрично и под определенным углом, установлена коническая втулка 11. Во втулку свободно садится хвостовик вала 12 дробящего конуса 4.
Дробящий конус 4 сферической поверхностью корпуса 13 опирается на подпятник 14 опорной части 15.

Вал-эксцентрик 7, опираясь на набор дисков и прокладок 16, уложенных на крышке 17, вращается в цилиндрических втулках 18 и 19. При вращении вала-эксцентрика 7 вокруг вертикальной оси дробилки с центром в точке 0, ось вала 12 описывает коническую поверхность, а дробящий конус 4 начинает совершать пространственное качание внутри неподвижной брони 1. В результате этого в каждый момент одна из образующих подвижной брони 3 оказывается наиболее приближенной к поверхности неподвижной брони 1 (на рис. 3 - слева), противоположная ей образующая наиболее удаленной (на рис. 3 - справа), а остальные занимают промежуточные положения, либо приближаясь к поверхности брони 1, либо удаляясь от нее.
Через пол- оборота вала-эксцентрика 7 положение образующих подвижной брони 3 относительно поверхности неподвижной брони 1 изменится на противоположное: левая образующая окажется наиболее удаленной, а правая - наиболее приближенной к поверхности брони 1. Таким образом, когда броня 3 приближается к неподвижной броне 1, материал сжимается и дробится до размера калибровочной щели, а в период отхода брони 3 ранее раздробленный материал под действием собственного веса будет разгружаться через противоположную разгрузочную щель. В процессе дробления совместно с дробимым материалом в дробящую зону дробилки могут попадать недробимые тела (зубья ковшей экскаватора, крупные болты, гайки и др.).
В этом случае подвижная броня 3 нажимает на неподвижную броню 1 и верхняя часть, совместно с опорным кольцом 20, регулирующим кольцом 2 и кожухом 21, поднимается вверх, сжимая пружины 22. Это предохраняет дробилку от возможной поломки. После прохода недробимого тела, пружины возвращают верхнюю часть в исходное положение без остановки работы дробилки. С наружной стороны корпуса регулирующего кольца 23 имеется упорная резьба, при помощи которой он ввинчивается в такую же резьбу, имеющуюся на внутренней стороне корпуса опорного кольца 24.
Регулирующие кольцо 2 через колонки 25, вваренные в специальные приливы корпуса 23, при помощи гаек 26 подтягивается к кожуху 21. При этом выбираются осевые зазоры в упорной резьбе, что и предохраняет ее от смятия во время работы дробилки. Опорное кольцо 20 при помощи болтов 27, пропущенных через пружины 22, притягивается к станине 5 гайками 28.
Подвижная броня 3 через ступицу 29 прижимается к корпусу 13 с помощью специального клина, забиваемого в паз вала 12. К ступице крепиться распределительная плита 30 обеспечивающая равномерное распределение дробимого материала по всей окружности дробящего пространства дробилки.
Неподвижная броня 1, крепится к корпусу 23 при помощи скоб 31, надеваемых на приливы (крюки) брони. Скобы 31 имеют резьбу, на которую навинчиваются гайки 28.
Пространство между подвижной (неподвижной) бронью и сопрягаемым с ней корпусом заливается цементным раствором; допускается заливка цинковым сплавом.
Наличие резьбового соединения в регулирующем и опорном кольцах позволяет регулировать ширину разгрузочной щели дробилки на необходимую величину. Регулирование ширины разгрузочной щели осуществляется при помощи специального механизма поворота 38, работающего от гидросистемы.
На регулирующее кольцо 2 устанавливается разгрузочная воронка 33 и обечайка 34 из листовой стали. Чтобы материал, загружаемый в дробилку, направить на распределительную плиту 30, над ней помещается приемная воронка 39, опирающаяся на стойки 32, которые крепятся к специальным кронштейнам станины 5. Для предохранения от абразивного износа, стенки приемной воронки 39, защищены футеровкой 35, которая может переставляться через каждые 45 в зависимости от направления подачи материалов дробилку.
Смазка механизма дробилки - жидкая циркуляционная. Поступая под давлением через отверстие в крышке 17, масло, смазывая все диски 16, поднимается вверх по зазорам между эксцентриком 7 и цилиндрическими втулками 18 и 19, а также между валом 12 дробящего конуса 4 и конической втулкой 11.
Кроме того, по каналу, просверленному в центре вала 12 и совмещенного с отверстием корпуса 13 дробящего конуса 4, масло поступает на сферический подпятник 14. После смазывания трущихся поверхностей вала-эксцентрика 7 и дробящего конуса 4, масло, омывая коническую шестерню 8 и колесо 10, поступает в сливную трубу 36, соединенную с масляным баком смазочной системы дробилки.
Для предохранения сферического подпятника от попадания в него пыли и мелких кусочков дробимого материала имеется гидравлический затвор. Этот затвор состоит из литого кольцевого желоба в опорной чаше 15, заполненного проточной жидкостью и воротника 37, приваренного к корпусу 13 дробящего конуса 4.
В данном руководстве по эксплуатации дробилки описана одна из гидромаслостанций. которыми комплектует оборудование производитель дробилок. Все обозначения в описании относятся к схеме принципиальной размещенной на рис.4 руководства. Изготовитель этой гидромаслостанции производит комплектующие систем гидравлики и соответственно состав оборудования этой гидромаслостанции представляет часть номенклатуры этого предприятия.
Для сравнения на рис.4-2 приведена схема другой гидромаслостанции другого производителя.
Производительность, давление, обьем масла, другие технические характеристики совпадают. Но присутствуют существенные различия в составе оборудования этих гидромаслостанций и соответственно различная стоимость самих гидромаслостанций. Оценить преимущества и недостатки представленных гидромаслостанций можно по составу оборудования указанному в таблицах принципиальных гидравлических схем на рис.4 и рис.4-2.
2.5. Система смазкиСистема смазки предназначена для непрерывной подачи смазки к смазываемым узлам дробилки. При этом одновременно со смазкой трущихся поверхностей отводиться тепло.
Система - циркуляционная, автоматическая.
Рабочее давление - МПа 0,3 (3 кгс/см 2 ).
Производительность насоса - 56 л/мин.
Сорт масла - индустриальное И50-А ГОСТ 20799 или П8Г1 ТУ 38.101248.
Состав и техническая характеристика оборудования системы смазки даны на схеме (рис. 4).

Система смазки обеспечивает:
Техническое описание смазочной станции указано в руководстве по ее эксплуатации.
Целевое назначение приборов указано в таблице гидравлической схемы (см. рис. 4).
2.6. ГидросистемаГидросистема предназначена для механизации процесса завинчивания или вывинчивания регулирующего кольца дробилки при сборке (разборке), а также во время эксплуатации (при износе броней) для регулирования размера разгрузочной щели.
Рабочее давление - МПа 12,5 (125 кгс/см").
Производительность насоса - 33 л/мин.
Рабочая жидкость масло И20-А ГОСТ 20799.
Состав и техническая характеристика оборудования гидросистемы даны на схеме (рис. 4).
Гидросистема приводит в действие гидроцилиндр, установленный на дробилке, шток которого совершает возвратно-поступательное движение и соединен с механизмом, поворачивающим регулирующее кольцо.
Для поворота регулирующего кольца дробилки необходимо включить электродвигатель насоса и электромагнит ЭМ1 гидрораспределителя. При этом масло от насоса через гидрораспределитель нагнетается в поршневую полость гидроцилиндра, а из штоковой полости - сливается в бак. Для обратного хода включают электромагнит ЭМ2 .
При работе гидросистемы в автоматическом режиме электромагнитами гидрораспределителя управляют реле давления, установленные на общей с гидрораспределителем плите.
Техническое описание станции гидравлической дано в руководстве по ее эксплуатации.
Монтаж и эксплуатацию электрооборудования производить в соответствии с указаниями технической документации на электрооборудование, поставляемой с каждой дробилкой в месте №1.
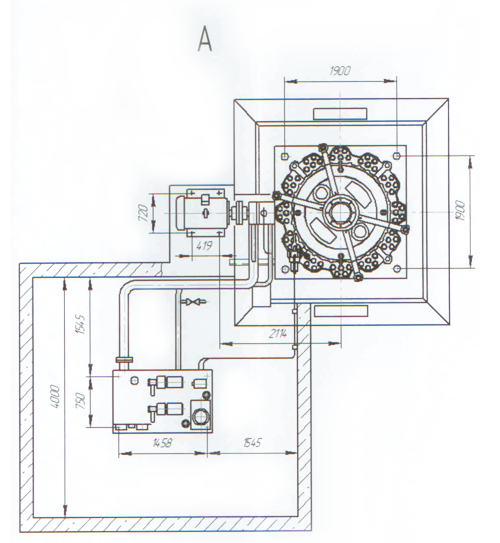
3. Монтаж 3.1. Фундамент и размещениеДробилка должна устанавливаться на устойчивый железобетонный фундамент, способный воспринимать неуравновешенную инерционную силу движущихся частей дробилки, величина, положение и частота вращения которой указаны на монтажном чертеже.
Также дробилку можно устанавливать на раме опорной, изготовляемый заводом из металлопроката черт. 1-143085 и поставляемой за отдельную плату.
Разгрузочное пространство фундамента должно обеспечивать свободное прохождение дробленого продукта к транспортным средствам и не иметь выступов и площадок, способствующих опасному накоплению продукта на конструкциях фундамента, способному распространиться под дробящий конус и вызвать нарушение работоспособности дробилки. Кроме того, конструкция фундамента должна обеспечивать возможность изоляции помещения дробильного цеха от пыли, образующейся при дроблении и движении потока дробленого материала на транспортные средства.
Во избежание абразивного износа, верхняя часть разгрузочной воронки фундамента должна быть футерована гладкими металлическими плитами (листами). Следует понимать, что монтажный чертеж дробилки не является строительным чертежом фундамента и обязателен лишь в части расположения фундаментных болтов, входящих в заводскую поставку, и в части высотных отметок под дробилку, приводной электродвигатель, станцию жидкой смазки и гидропривода.
Дробилку рекомендуется устанавливать в помещении закрытого типа, или открытого - под навесом, в зависимости от местных климатических условий.
Строго запрещается запускать дробилку до полного затвердевания фундамента, срок которого зависит от марки бетона и устанавливается организацией, проектирующей дробильное предприятие.
3.2. Инструмент и принадлежностиДля проведения монтажных и ремонтных работ, а также технического обслуживания при эксплуатации, совместно с дробилкой поставляется заказчику инструмент и принадлежности.
Состав и назначение инструмента и принадлежностей приводится в табл. 3.
Монтаж и ремонт
Монтаж и эксплуатация электрооборудования - по ГОСТ 12.2.00.7.0, "Правилам устройства электроустановок (ПУЭ)" и "Правилам технической эксплуатации электроустановок потребителей и правилам техники безопасности электроустановок потребителей (ПТЭ и ПТБ)", утвержденных Госэнергонадзором.
Для обеспечения безопасности труда монтирующего, обслуживающего и ремонтного персонала должны быть предусмотрены меры, исключающие возможность случайного пуска дробилки.
Максимальный уровень звукового давления работающем под нагрузкой в паспортном режиме дробилки, на расстояния 1 м от наружного контура машины, не более 105 дб.
Пульты дистанционного управления и рабочее место машиниста дробилки должны размещаться в звукоизолированной кабине, обеспечивающей снижение уровня звукового давления до требований "Санитарных норм и правил по ограничению шума на территориях и помещениях производственных предприятий", т.е. до значений, не превышающих 85 дб.
Лица, вынужденные, по производственной необходимости, временно находиться в непосредственной близости от дробилки, должны иметь индивидуальные средства защиты от шума. Нахождение обслуживающего персонала в непосредственной близости от дробилки без индивидуальных средств защиты от шума допускается не более одного часа в смену.
При испытании и эксплуатации гидросистемы не следует находиться вблизи труб и рукавов, в которых рабочая жидкость находиться под давлением.
Запрещается производить исправление в гидросистеме, находящийся под давлением (регулировку предохранительных клапанов производить разрешается).
Освещение органов управления и приборов контроля в рабочем и аварийном состояниях обеспечивает потребитель в соответствии с требованиями СНиП II-4, утвержденными Госстроем.
Каждая дробилка на заводе-изготовителе проходит полную контрольную сборку, обкатку на холостом ходу, консервацию рабоче- консервационным маслом и отгружается потребителю в собранном виде. Поэтому перед монтажом, до истечения срока консервации, равного одному году, производить полную разборку и расконсервацию узлов дробилки нет необходимости.
Перед монтажом дробилки необходимо проверить фундамент на соответствие его чертежам, очистить от грязи, пыли и замасленных мест. Проверить комплектность дробилки и осмотреть оборудование с целью выявления возможных повреждений, полученных при транспортировке и хранении.
Разобрать узлы дробилки в следующей последовательности:
1) загрузочное устройство, поз. 32, 33, 39;
2) кожух, поз. 21;
3) кольцо регулирующее, поз. 2.
Регулирующее кольцо соединяется с опорным кольцом с помощью крупной упорной резьбы (шаг 50 мм). Для сокращения времени при вывинчивании и последующем ввинчивании регулирующего кольца пользуйтесь имеющимся на дробилке механизмом поворота, работающим от гидросистемы. Как исключение, для выполнения этих операций можно пользоваться лебедкой или краном (см. рис. 5), вывинчивая или ввинчивая кольцо совместно с кожухом.

Снять консервацию с рабочих поверхностей упорной резьбы регулирующего и опорного колец, путем протирания ветошью (или бязью); смоченной маловязким маслом или растворителем по ГОСТ 1012 (марка Б- 70) с последующим обдуванием воздухом или протиранием насухо.
3.5. Порядок установки дробилкиМонтаж дробилки должен производиться квалифицированными специалистами, ознакомленными с настоящим руководством.
Знание данного руководства персоналом, монтирующим дробилку, должно быть проверено комиссией, назначенной руководителем механослужбы предприятия, эксплуатирующего дробилку. Документ, подтверждающий проверку знаний персонала, монтирующего дробилку, должен храниться с паспортом машины.
На монтаж механизм дробилки поступает без загрузочного устройства, кожуха и кольца регулирующего. Дробилка может устанавливаться непосредственно на фундамент, либо на специальные фундаментные плиты (фундаментные плиты в комплект дробилки не входят).
При установке дробилки непосредственно на фундамент, она с помощью клиньев высотой около 50 мм (не менее) выверяется горизонтальной плоскости. Проверку правильности установки дробилки производить нивелиром или уровнем (см. рис. 3), базируясь на обработанную поверхность станины под анкерные болты.
После выверки дробилка затягивается анкерными болтами и вновь контролируется точность ее выставки, которая при необходимости корректируется. Допускается отклонение от горизонтали до 0,2 мм на 1 пог. метр. Окончательно выверенная дробилка подливается цементным раствором толщиной около 50 мм.
Перед подливкой поверхность фундамента, должна быть чистой и слегка увлажненной.
Для приготовления раствора использовать одну часть глиноземистого цемента марок 300; 400; 500; 600 и три части мытого природного песка. Содержание воды должна быть несколько большей, чем для раствора жесткой консистенции для удобства заливки (цемент. вода = 3:1).
Колодцы фундаментных болтов достаточно залить на глубину 200 мм чтобы предотвратить самовыпадение болтов при демонтаже станины.
Для этого на глубине 200 мм в колодце необходимо создать пробку из промасленной пакли, как показано на рис. 6, либо сделать подсыпку песком.
Для качественного заполнения зазора необходимо использовать вибратор. В течение суток опалубка не снимается, а подливка должна поддерживаться во влажном состоянии. За это время подливка набирает прочность 85. 90%, а полное затвердевание наступает примерно через 25 дней.

После затвердевания подливки клинья и подкладки необходимо извлечь и полости подлить раствором.
При установке дробилки на фундаментных плитах, эти плиты предварительно выверяются на клиньях отдельно от станины.
Внимание! Установка дробилки по нивелиру или уровню обеспечивает нормальную ее работу.
При обнаружении дефектов работы дробилки, являющихся следствием ее неправильного монтажа (односторонний износ втулок вала-эксцентрика, боковой износ дисков эксцентрика, ненормальная работа гндрозатвора и т.д.) завод претензий к работе дробилки не принимает.
По окончании монтажа дробилки на фундаменте промыть упорную резьбу опорного кольца от загрязнений и убедиться в целостности рукава уплотнения в пазу опорного кольца.
Густую смазку на упорную резьбу корпуса опорного устройства необходимо наносить непосредственно перед вворачиванием в нее регулирующего кольца.
Консервация узлов и деталей дробилки выполнена в соответствии с ГОСТ 9.014 и гарантирует сохранность изделия в течение 12 месяцев со дня отгрузки с завода, при условии хранения упакованных узлов и деталей в складских помещениях или под навесом.
При хранении в течение срока, превышающего 12 месяцев, провести полную переконсервацию дробилки.
При условии соблюдения требований настоящего руководства, а также правил приемки, хранения и переконсервации узлов и деталей дробилки на складе, завод в течение сроков, предусмотренных ТУ 24.01.6103, безвозмездно заменяет или ремонтирует вышедшие из строя детали, кроме броней, а также поставленных с дробилкой в качестве запасных частей втулок эксцентрикового узла и шестерни приводного вала.
При использовании опорной рамы взамен фундамента (см. лист 16) объем и трудоемкость монтажных работ сокращается.
3.6. Установка электродвигателя и эластичной муфты приводного валаПеред установкой электродвигателя его следует собрать с плитой подмоторной и установить на фундаментные болты.
Полумуфты эластичной муфты отгружаются потребителю насаженными на приводной вал и вал электродвигателя.
Выставить привод по валу дробилки с помощью клиньев. Допускается радиальное смещение полумуфт не более 0,5 мм, а перекос осей валов не более 1°. Плиту электродвигателя подлить цементным раствором. По истечении 24
часов (не менее) обкатать электродвигатель на холостом ходу в обе стороны в соответствии с инструкцией завода-изготовителя. Затем установить резиновые пальцы в соединительные отверстия полумуфт.
После окончательной сборки и центровки муфту вручную прокрутить на 2. 3 оборота и накрыть кожухом.
3.7. Монтаж системы смазки и гидравликиСистема состоит из станции и трубопроводов соединяющих станцию с дробилкой. Станция крепиться к фундаменту 4
болтами Ml6. Станция поставляется в собранном виде, испытанная и законсервированная рабочей жидкостью, поэтому разборка перед вводом в эксплуатацию не требуется, если не истек гарантийный срок хранения.
При длительном сроке хранения, а также при хранении оборудования в не приспособленном для этого месте, необходимо произвести ревизию всем аппаратам станции.
Персоналу, производящему ревизию, необходимо изучить устройство и работу гидроаппаратов по паспортам и инструкциям, прилагаемым заводами- изготовителями.
При ревизии все детали и внутренние поверхности труб промыть керосином, насухо протереть и смазать тонким слоем минерального масла.
При сборке тщательно следить, чтобы на сопрягаемых поверхностях деталей не было забоин, а также, чтобы внутрь собираемого узла не попали грязь и нитки ветоши.
Полости масляного бака необходимо вскрыть и промыть керосином, независимо от срока хранения оборудования.
Внутренние поверхности бака и трубопроводов не должны иметь следов ржавчины, грязи и пыли. Качество очистки проверить хлопчатобумажной салфеткой.
Разводку трубопроводов к дробилке и испытания на плотность выполнить в соответствии с техническими требованиями чертежей общих видов системы.
Выполнить разводку электропроводов.
Для настройки, испытания гидросистемы необходимо выполнить следующее:
Настройка осуществляется регулировочными винтами 4.
Контроль давления - по манометру.
Изменение давления - с помощью вентиля фильтрации.
В исходном положении (см. рис. 7
) рычаг 3 и толкатель 9 находиться до тех пор, пока к реле не подведено давление или пока давления недостаточно для сжатия пружины настройки 6 и поворота рычага 3.
показано рабочее положение рычага 3 и толкателя 9. Под воздействием давления достаточного для преодоления сопротивления пружины 6, золотник 2 повернул на оси рычаг 3, сжав пружину 10. Рычаг не удерживает толкатель и последний выходит из корпуса микропереключателя. Реле сработало, т.е. дало импульс на включение одного из электромагнитов гидрораспределителя. Масло от насоса поступает в одну из полостей гидроцилиндра и поршень начинает движение.
При этом зазор между рычагом и толкателем должен быть не менее 0,3 мм и сохраняться неизменным в течение всего времени работы реле в конце хода поршня давление в гидросистеме возрастает до (125 кгс/см. ) и срабатывает второе реле. Поршень начинает движение в обратную сторону. В конце хода поршня давление вновь возрастает до (125 кгс/см ) срабатывает первое реле и т.д. Гидросистема работает в автоматическом режиме.

Завод-изготовитель реле давления непрерывно совершенствует выпускаемые изделия, поэтому фактическая конструкция может иметь отступления от изображенной на рис. 7.
В случае поступления реле давления измененной конструкции следует скорректировать настройку указанную в настоящей инструкции, сообразуясь с требованиями руководства по эксплуатации на реле давления.
Правильность настройки реле на срабатывание при давлении (125 кгс/см 2 ) проверяется следующим образом:
После срабатывания одного из реле и начала движения поршня гидроцилиндра, открыть вентиль фильтрации, т.е. сбросить давление. После остановки поршня в конечном положении реле не срабатывает. Закрывая вентиль фильтрации плавно поднять давления до (125 кгс/см“). При правильной настройке реле, поршень начнет движение в обратную сторону при полностью закрытом вентиле; давление (125-5 кгс/см 2 ) фиксируется визуально по манометру.
Если реле срабатывает при более низком давлении (слышен щелчок переключения электромагнитов гидрораспределителя; поршень гидроцилиндра начал движение), то требуется ввинтить регулировочный винт реле и проверку повторить.
Если реле не сработало (нет щелчка; поршень не движется), то требуется ввинтить регулировочный винт до начала срабатывания, после чего:
К испытанию и настройке гидросистемы допускаются лица, ознакомившиеся с работой гидропривода дробилки, с требованиями настоящего руководства и инструкций заводов-изготовителей комплектующих изделий.
3.9. Противопылевой гидравлический затворДля надежного предохранения от попадания пыли на сферический подпятник дробилка снабжена гидравлическим затвором. В отепленных дробильных помещениях в течение всего года можно применять для затвора обычную промышленную воду, не дающую большого количества осадков. В плохо утепленных дробильных помещениях в теплое время года надлежит также пользоваться водой, а в холодное время отработанным маслом или другой незамерзающей жидкостью.
В отдельных случаях, когда на фабрике нет воды в достаточном количестве, для постоянного ее расходования в гидрозатворе, необходимо применять отдельную установку с баком и насосом; в этом случае расход воды, идущей на возможные потери от разбрызгивания, будет весьма незначительным.
Установку бака и насоса рекомендуется иметь на фабрике и в том случае, когда применяется масло или другая незамерзающая жидкость.
На рис. 8 и 9 приводится устройство гидравлического затвора, даны разрезы в плоскостях подвода и отвода воды. На рис. 10 приводится питание затвора от водопровода и от отдельной установки бака с насосом.
Бак, насос и трубы для присоединения к гидравлическому затвору дробилки заводом не поставляются и должны быть изготовлены средствами заказчика.
Бак и насос могут быть установлены в любом месте, исходя из местных условий, но с соблюдением следующих требований:



Перед пуском дробилки тщательно проверить затяжку основных резьбовых соединений.
Провернуть муфту вручную не менее чем на один оборот.
Залить в бак системы смазки масло до верхнего рабочего уровня и нагреть до температуры 40. 45° С.
Проверить, удален ли флажок из указателя потока, установленного на сливной трубе в месте ее присоединения к баку.
Закрыть кран на трубе подвода к дробилке и вентили сброса и откачки масла на станции. Остальные вентили и дроссель открыть полностью.
Ослабить пружину предохранительного клапана.
Проверить затяжку всех соединений трубопроводов.
Включить в работу один из насосов.
Выпустить воздух из системы. Для этого открыть воздухоспускную пробку на дросселе.
После появления масла закрыть воздухоспускную пробку и ввинтить регулирующую иглу дросселя.
Поворачивая винт настройки предохранительного клапана, плавно поднять давление в системе до 4 кгс/см
Выдержать систему под этим давлением в течение времени, достаточного для полного и тщательного осмотра трубопроводов. Течь и отделение капель не допускаются.
Отключить насос. Включить второй насос. Убедиться, что каждый насос работоспособен.
Открыть вентиль сброса и понизить давление до (2 кгс/см ) 0,2 МПа.
Приоткрыть кран и дроссель. Масло начнет поступать к точкам смазки дробилки.
Отрегулировать количество и давление подаваемого в дробилку масла с помощью вентиля сброса, крана и дросселя.
При открывании крана давление в системе будет понижаться, а количество масла, поступающего к сферическому подпятнику, будет увеличиваться. При чрезмерной подаче масла к сферическому подпятнику оно будет переливаться через край сферического подпятника и попадать в камеру гидрозатвора.
(Причиной перелива масла может быть также засорение 8 отв. 0I6 в опорной чаше, предназначенных для передачи масла к зубчатому зацеплению внутри дробилки).
Регулирующую иглу дросселя вывинтить настолько, чтобы обеспечить достаточный поток масла к подшипникам приводного вала. При этом сквозь прозрачный корпус дросселя должен быть виден поток масла.
После регулировки давление в системе должно быть в пределах (1. 3 кгс/см 2 ) МПа 0,1. 0,3.
Клапан предохранительный и вентиль сброса опломбировать.
Настроить приборы и проверить работу системы смазки в автоматическом режиме.
Включить двигатель главного привода дробилки.
Включить гидравлический затвор и отрегулировать количество подачи воды путем непосредственного измерения на сливной трубе.
Работу дробилки надлежит признать удовлетворительной при следующих результатах испытания:
Продолжительность испытания дробилки на холостом ходу обычно не превышает 2. 3 часов.
5. Испытания дробилки под нагрузкойДокументом, регламентирующим программу испытаний дробилки под нагрузкой, является настоящее руководство.
Испытание под нагрузкой в соответствии с ГОСТ 6937 производить непрерывно в течение 72 часов с кратковременными (не более 30 мин.) остановками для осмотра.
При испытаниях проверяются:
Подачу питания в дробилку следует начинать после 10-15 - минутной нормальной работы на холостом ходу. Разгрузочная щель при этом устанавливается втрое больше минимальной паспортной, а нагрузка доводится до паспортной.
В таком режиме дробилка должна проработать в течение суток.
На всех этапах испытаний необходимо замерять потребляемую дробилкой мощность, следить, чтобы питание равномерно распределялось по окружности камеры дробления.
Периодически (не реже одного раза в сутки) брать анализы масла.
При длительной работе дробилки под нагрузкой температура масла в сливной грубе может повысится до 55° С, при этом включаются воздушные теплообменники.
К следующему этапу испытаний можно переходить при нормальной работе дробилки на данном этапе.
Через 6-8 часов работы дробилки рекомендуется произвести протяжку скоб крепления неподвижной брони и клиновое крепление броней конуса.
На вторые сутки установить щель, вдвое превышающую минимальную паспортную и проработать 1,5 суток.
Последние 12 часов испытаний дробилка должна проработать на минимальной паспортной щели, в течение которых необходимо особо гщательно контролировать ее состояние. В конце испытаний берутся пробы ранулометрического состава дробленого продукта.
На последнем этапе устанавливается оптимальная производительность фобилки, признаками которой являются:
По результатам трехдневных испытаний составить акт о сдаче робилки в промышленную эксплуатацию. Акт хранить с паспортом робилки.
Если работа дробилок типа КМД-1200 Гр и Т при установленной инимальной паспортной щели и соблюденных условиях правильной грузки будет сопровождаться срабатыванием, амортизационной системы и )дпрессовкой дробимого материала, следует увеличить разгрузочную щель 130. 40% и выдержать ее в течение первых дней эксплуатации.
Оптимальная производительность дробилки типа КМД-1200 Гр и Т может быть достигнута лишь при кондиционном питании.
Производительность, определенная по оговоренным признакам, ляется оптимальной по пропускной способности дробящего пространства дробилки.?
Все случаи заклинивания дробилки и замеченные случаи пропуска крупных недробимых тел должны быть зафиксированы в журнале эксплуатации, ведение которого обязательно.
При ремонте дробилки возникает необходимость в разборке секции пружин, что связано с определенными трудностями и при неосторожной сборке-разборке чревато опасными для ремонтников последствиями. Поэтому службой механика предприятия должны быть разработаны простейшие приспособления для осадки секции пружин и технологические инструкции по использованию приспособлении. В качестве одного из примеров можно рекомендовать приспособление, изображенное на рис. 11.
6. Эксплуатация дробилкиДробилка является тяжелонагруженной машиной, требующей тщательного соблюдения правил эксплуатации, постоянного наблюдения и периодических работ по обслуживанию.
Обслуживающий персонал должен быть ознакомлен с настоящим руководством. Лиц, не ознакомленных с руководством, к обслуживанию дробилки не допускать.
6.1. Ширина разгрузочной щели и ее регулирование.Крупность кусков (готового продукта) по одному измерению не превышает, обычно, размера разгрузочной щели в фазе сближения профилей, а по двум другим измерениям может быть значительно больше ширины этой щели (до 4 размеров щели) в зависимости от физико-механических свойств перерабатываемого материала. Количественная и качественная характеристика продукта дробления приведена в разделе 2.2 в виде кривых, обобщающих размер продукта в долях ширины разгрузочной щели, см. рис. 1.
По мере износа броней разгрузочная щель увеличивается и, чтобы сохранить требуемый состав продукта дробления, размер щели необходимо регулировать с помощью механизма поворота, установленного на дробилке. В случае ремонта этого механизма, регулирование щели может быть осуществлено с помощью каната, намотанного на обечайку кожуха, с приводом от лебедки или крана (см. рис. 5).
Установленный размер разгрузочной щели необходимо контролировать в четырех точках калибрующей зоны дробящего пространства и определять его как среднеарифметическую величину замеров прожатых свинцовых пластинок.
Поворот регулирующего кольца с помощью механизма поворота на один зуб венца изменяет размер разгрузочной щели примерно на 1 мм.
6.2.Амортизирующие секции пружинЗатяжка пружин производится на заводе и обеспечивает устойчивую работу дробилки при дроблении практически любых по крепости материалов. Однако в эксплуатации наблюдаются случаи срабатывания? амортизирующих пружин при дроблении даже слабых пород и при отсутствии недробимых тел в питании. Причинами явления могут быть:
Во всех случаях постоянного срабатывания амортизирующих пружин необходимо выявить причины этого не нормального явления и устранить их, но не прибегать к повышению усилия затяжки пружин, так как это усугубит неблагоприятные условия работы, не устраняя их причин.
Амортизирующие пружины служат средством защиты дробилки от перегрузок, однако лучшей защитой будет исключение недробимых тел из питания, а также своевременное их обнаружение с помощью металлоотделителей, установленных на питающих конвейерах.
Частый пропуск недробимых тел недопустим. Это приводит к быстрому выходу из стоя основных корпусных деталей и деталей привода.
После каждого заклинивания дробилки или пропуска крупного недробимого тела дробилку необходимо осмотреть и, в случае необходимости, разобрать, убедиться в целостности ее деталей и только после этого вновь пустить в работу.
Для освобождения дробилки от заклиненных недробимых тел в ее конструкции предусмотрены специальные столики на станине и приливы на опорном кольце. Используя гидродомкраты, установленные на столики со стороны заклиненного недробимого тела, опорное кольцо приподнимают на 30. 40 мм и недробимое тело высвобождается. Аналогичным способом производится очистка дробящего пространства после остановки дробилки под нагрузкой.
Здесь секция пружин сжимается с помощью гидродомкрата 1 через скобу 2 и болты 3, установленные по диагонали взамен постоянных болтов секции. После необходимой осадки секции пружин, положение их фиксируется двумя свободными болтами. Затем давление с гидродомкрата снимают и приспособление убирают, а в оставшиеся отверстия устанавливают два постоянных болта секции. Транспортируют приспособление за проушину скобы 2.
Осадка пружин производится до высоты Н (см. рис. 11 узел I).
Внимание! При частом пропуске через дробящее пространство недробимых тел (на бронях видны отпечатки двух или более недробимых тел) завод снимает свои гарантии успешной работы дробилок.
7. Обслуживание дробилки7.1. Периодичность замера и ремонта быстроизнашиваюшихся деталей устанавливается потребителем и зависит от абразивности, крепости, агрессивности и др. свойств дробимого материала.
К таким деталям относятся:

Допускать полный износ этих деталей нельзя.
При каждой замене броней вследствие их износа, необходимо проверять:
Негоризонтальность опорного кольца может быть причиной износа сопрягающихся поверхностей этого кольца и станины.
Рекомендуем периодичность контроля состояния узлов дробилки и режима ее работы, соблюдение которой обеспечит надежную работу дробилки и длительную работоспособность всех систем.
Ежедневно следует проверять:
При каждой замене броней необходимо смазывать резьбовые соединения регулирующего и опорного колец. Для этого можно использовать, в зависимости от местных условий одну из следующих смазок:
Расход масла для разовой смазки составляет 1,5 кг.
Ежемесячно проводить следующие работы:
Приведенные выше рекомендации следует включить в систему планово-предупредительных работ по обслуживанию и ремонту дробилок и учесть при составлении должностных инструкции обслуживающего персонала.
7.3. Подача материала для дробления и уборка дробленого продукта
Неравномерное распределение материала в дробящем пространстве вызывает перегрузку дробилки, односторонний износ броней, неравномерность продукта, повышенный расход электроэнергии и т.д. Поэтому материал должен поступать на распределительную тарелку дробящего конуса почти вертикально и с небольшой скоростью. Это достигается путем правильного выбора направления потока материала через загрузочное устройство (см. рис. 12).

Необходимым условием нормальной работы дробилки является уборка продукта из-под дробилки. Материал может задерживаться на каждой неровности фундамента, на внутренних углах станины и главным образом, на внутреннем патрубке приводного вала.
Скопление продукта под дробилкой вызывает "подпор" дробящего конуса, ведущий к сильным ударам, что может привести к серьезным поломкам и авариям, поэтому нужно проводить регулярное наблюдение за разгрузкой дробилки и ни в коем случае не допускать завалов.
При наличии завала под дробилкой работу немедленно прекратить.
7.4. Обслуживание системы смазки
При работающей смазочной системе уровень масла в резервуаре должен быть между верхней и нижней чертой, нанесенной на маслоуказателе. Температура масла в сливном трубопроводе не должна повышаться больше, чем на 10° С против температуры в нагнетательном трубопроводе. Регулярно меняйте масло, срок службы которого устанавливается при эксплуатации.
Если помещение не отапливается, при остановках на несколько часов дробилки в зимнее время, необходимо принять меры против застывания масла в баке и маслопроводе. Лучшими средствами являются: периодический пуск дробилки на холостом ходу на 10-20 мин, каждые 1-1,5 часа, а также включение встроенных в бак электронагревателей.
Не допускать перегрева масла выше 55° С.
Если, несмотря на включение маслоохладителя, температура масла не снижается, остановить дробилку и выяснить причину перегрева масла. При установившейся работе дробилки масло в баке менять один раз в 3-4 месяца. При смене масла, бак промывать. В первые 3-4 месяца работы новой дробилки масло менять через 1-1,5 месяца. При очередной разборке дробилки промывать керосином все части, омываемые маслом.
Возможно чаще производить промывку патрона фильтра. Если во время работы дробилки будет обнаружено забивание его, вызывающее уменьшение подачи масла, включите в работу резервный фильтр, а загрязненный патрон фильтра необходимо промыть.
Схемой автоматики предусмотрено включение смазочной системы при достижении температуры +40° С. По разрешению цехового или сменного механика можно пускать в работу систему смазки при плюсовой температуре, но не ниже +15° С. Обслуживание смазочной станции указано в руководстве по ее эксплуатации.
7.5. Обслуживание гидросистемы
Для безотказной продолжительной эксплуатации гидросистемы следует выполнять приведенные ниже краткие указания.
Обслуживающему персоналу необходимо тщательно ознакомиться с устройством гидроаппаратов и указаниями по их эксплуатации, изложенными в паспортах и инструкциях заводов-изготовителей.
Температура рабочей жидкости от +10° до +50° С.
Попадание грязи в гидросистему недопустимо. Замену масла в гидросистеме рекомендуется произвести через 2 месяца после ввода в эксплуатацию в дальнейшем - через каждые 6 месяцев.
Промывку бака производить при каждой замене масла.
Перед эксплуатацией следует пропустить масло через фильтр в течение 10-15 мин, после чего несколько раз провернуть его ручку, а по мере необходимости производить ручную очистку фильтрующего пакета.
Все соединения трубопроводов сливных и нагнетательных магистралей должны быть надежно затянуты, чтобы исключить возможность попадания в систему воздуха при ее работе.
Во избежание вибраций следить, чтобы трубы были надежно закреплены в опорах.
Если в некоторых местах трубопроводов будут наблюдаться чрезмерные сотрясения, то в этих местах необходимо установить дополнительные опоры. Максимальное расстояние между опорами - 1,5 м.
В процессе эксплуатации рекомендуется снизить давление настройки предохранительно-разгрузочного клапана и реле давления.
Заказчику поставляется станция со следующей настройкой:
7.6. Обслуживание гидравлического затвора
Применяйте для затвора чистую воду с минимальным количеством осадков - это избавит от необходимости производить чистку затвора слишком часто; для той же цели пропускайте через затвор наибольшее количество воды, при котором еще не происходит выплескивания воды через борта. (Режим работы установите сразу же после монтажа путем непосредственных замеров на сливе).
В случае остановке дробилки на 8-12 часов спустить из затвора воду, даже если затвору не угрожает замерзание для предотвращения закупорки сливного отверстия около подводящей трубы вследствие загрязнения и ржавления.
При особо длительных остановках рекомендуем спустить из затвора воду и залить масло.
Наблюдайте на сколько вода, выходящая из затвора, загрязняется маслом. Резкое повышение количества масла в воде покажет закупорку сточных отверстий в чаше опорной и необходимость их прочистки.
Не работайте, даже кратковременно, при неисправном гидравлическом затворе, т.к. это ведет к закупорке сточных отверстий, неминуемому загрязнению масла и более быстрому износу сферического подпятника и других ответственных деталей.
Не допускайте случаев замерзания воды в гидравлическом затворе. Это вызовет длительный простой дробилки на время разборки и очистки затвора.
7.7. Смена брони на регулирующем кольце
Поверхности, между которыми находилась заливка, тщательно очистить от прежней заливки.
Подтянуть броню на скобах, проверить центровку ее по верхней части и по нижнему сопряжению.
Заделать возможно имеющиеся щели по нижнему сопряжению и промежутки около крюков брони глиной и другим, пригодными для этой цели, материалом. Заделка промежутков около крюков должна быть такова, чтобы крюки на ширину щели были охвачены заливкой, но последняя не попала в полость корпуса регулирующего кольца (см. рис. 13).

В качестве заливки полости между корпусом регулирующего кольца и броней можно применять цинковый сплав или цементный раствор.
Рекомендуемый состав цинкового сплава Sn=2-K3%; Cu=4-K)%; Al=4- ; -6%; Pb=2-K3% и Zn - остальное.
Основные качества сплава - жидкотекучесть при заливке и высокая вязкость в холодном состоянии.
Если заливка производится цинковым сплавом, то перед заливкой просушить полость путем подогрева брони или продуванием щели горячим воздухом. Заливку производить непрерывным потоком до тех пор, пока все пространство между бронями будет заполнено.
Цементный раствор приготовить непосредственно перед заливкой следующим образом: глиноземистый цемент марки 400 или 500 ГОСТ 969 тщательно перемешивать с речным песком (влажность песка не более 3%) в пропорции 1:3.
Воду добавлять до образования сметанообразной массы, легко проходящей через щель между конусами. Раствор должен обладать расширяющимися свойствами при схватывании. Начало схватывания цемента через 50-60 мин. Выдержка перед установкой на дробилку не менее 24“ часов после заливки.
Очистить по верхней кромке лишний цементный раствор или после остывания цинковый сплав и еще раз подтянуть гайки на скобах. Очень важно, чтобы броня всегда была плотно подтянута. Это главное условие, гарантирующее сохранение заливки и хорошую работу брони.
7.8. Смена брони на дробящем конусе
В качестве заливки полости между корпусом конуса и броней также можно применять цинковый сплав или цементный раствор.
Поверхности, поверхности между которыми находилась заливка, тщательно очистить от прежней заливки.
Установить корпус конуса с валом на заранее приготовленную прочную деревянную клетку (см. рис. 14).

Установить броню на корпус конуса, проверить центровку по нижнему сопряжению и по верхней кромке.
Поставить приспособление для заливки (см. рис. 14), плотно заколотить клин, заделать возможно имеющиеся щели по нижнему сопряжению. Остальное см. п.1.1.
После затвердевания цинка выбить клин, снять приспособление для заливки, срубить лишний цинковый сплав, поставить необходимые детали и вновь заколотить клин. Заливку цементным раствором осуществлять непосредственно в щель, после чего немедленно следует произвести полную сборку узла дробящего конуса, обеспечив максимальную затяжку клина и в таком виде дать выдержку не менее 24 часов.
Очень важно, чтобы броня всегда была плотно прижата, это главное условие, гарантирующее сохранение заливки и хорошую работу брони.
Обозначение НТД, на которые дана ссылка
Номер пункта, подпункта








