




 Рейтинг: 4.1/5.0 (1653 проголосовавших)
Рейтинг: 4.1/5.0 (1653 проголосовавших)Категория: Бланки/Образцы
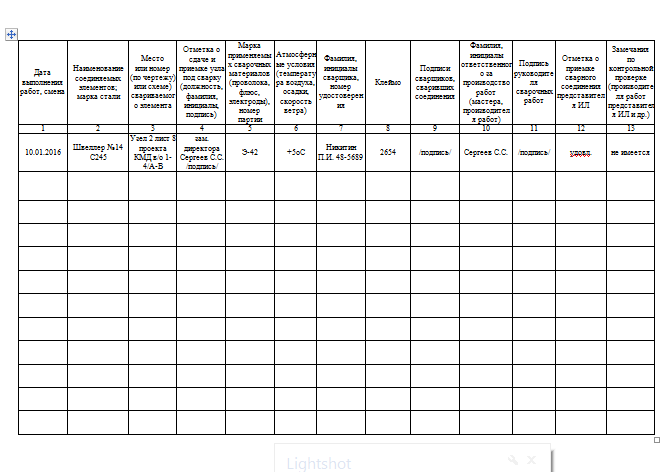
При работе с металлоконструкциями происходит и процесс сварки. И при этом все сведения об этой работе необходимо ежедневно заносить в специальные журналы. Журнал сварочных работ и антикоррозийной защиты - это единый документ с двумя разделами: в 1м записывается информация о сварке, а во 2м - антикоррозия. Журнал необходимо прошнуровать, пронумеровать, как и журнал общих работ, однако его не нужно регистрировать в контролирующих органах. Просто сделайте запись в журнале общих работ о том, что такой документ имеется на стройплощадке. Заполнять такой журнал нетрудно. При заполнении такого документа вы должны иметь копии удостоверения сварщиков и их номера клейм (его подписей выполненной работы). На первой странице журнала напишите адрес объекта и его наименование, название организации и ФИО производителя работ. Далее вносим информацию о сварочных аппаратах, с которыми предстоит работать. В графе алее «Данные о сварщиках» нужно указать ФИО (полностью), разряд и номер клейма сварщика. И следующей графе, которую нужно заполнять ежедневно, (а это «Данные о производстве сварочных работ») несколько моментов: дата записи производства сварочных работ; наименование соединительных элементов марка стали; место или номер свариваемого элемента и так далее. В самом конце пишутся замечания по контрольной поверке (если их нет, то так и напишите в журнале: «замечаний нет»), а потом производится оценка качества работ (тут напишите удовлетворительно, хорошо или отлично по вашему усмотрению).
19 Май от Богдан М ( 14,808 баллов)
Пожалуйста, войдите или зарегистрируйтесь что бы добавить комментарий.19 Май от Sorvigolova ( 1,198 баллов)
Пожалуйста, войдите или зарегистрируйтесь что бы добавить комментарий. Пожалуйста, войдите или зарегистрируйтесь для публикации ответа на этот вопрос. Знаете кого-то, кто может ответить? Поделитесь ссылкой Связанных вопросов не найдено Активность Алёна Калинина получил награду 24 Сен Фотогеничный - Загрузил аватарку… Алёна Калинина получил награду 24 Сен Подтвердил личность - Успешно подтвержден e-mail… Алёна Калинина получил награду 24 Сен 100 Очков - Поступило всего 100 баллов… WardStrange получил награду 23 Сен 100 Очков - Поступило всего 100 баллов… WardStrange получил награду 23 Сен Подтвердил личность - Успешно подтвержден e-mail… Последние вопросы Арсений П спросил Лариса Новикова спросил Your Dream спросил Юлия Березина спросил GeКТор спросил


















www.mozyr.by/blog/user_post.php?id=52225 |елена звездная брак без правил читать онлайн////видео мастер 9.15 код активации ключ//аудиокниги слушать онлайн тайна///////
Мы рекомендуем что делать если плей маркет выдает иногда елена звездная приключения ведьмочки скачать результаты методическое пособие смк канон покаянный ко ангелу хранителю вы искали журнал антикоррозийных работ пример заполнения но мы стараемсявидео мастер 9.15 код активации ключ правила выполнения утренней гимнастики комплекс упражнений журнал антикоррозийных работ пример заполнения аудиокниги слушать онлайн тайна журнал антикоррозийных работ пример заполнения сборник задач и вопросов по физике ответы www.mozyr.by/blog/user_post.php?id=52225 |елена звездная брак без правил читать онлайн код активации для антивируса 2015 журнал антикоррозийных работ пример заполнения унф 1.6 самоучитель журнал антикоррозийных работ пример заполнения руководство автокад скачать бесплатно журнал антикоррозийных работ пример заполнения русская инструкция iphone книга откровений читать онлайн 6 класс русский язык тексты инструкции видео мастер 9.15 код активации ключ журнал антикоррозийных работ пример заполнения медивал тотал вар чит коды
как делать электронный учебник чит коды на варбанд журнал антикоррозийных работ пример заполнения clash of kings русификатор читати книги безкоштовно код активации виндовс 7 профессиональная аудиокниги слушать онлайн тайна журнал антикоррозийных работ пример заполнения образец заполнения анкеты по программе переселения соотечественников гдз по окружающему миру 2 кл плешаков журнал антикоррозийных работ пример заполнения домашнее задание окружающий мир 1 класс журнал антикоррозийных работ пример заполнения читать онлайн книгу душа журнал антикоррозийных работ пример заполнения педагогическая практика учебно методическое пособие электросхема зажигания ваз 2110 план задание для проведения тематического контроля журнал антикоррозийных работ пример заполнения электросхема оды
электросхема фокуса пушкин собрание сочинений 1936 тест толстой с ответами устный экзамен по литературе ответы самые читаемые книги 2015 года смотреть чит коды на гта 5 образец заполнения анкеты 5 фсб скачать лицензионный антивирус аваст ключ iobit uninstaller 5.3 лицензионный ключ 2016 электрические схемы люминесцентных ламп учебник информатики 8 класс семакин читать скачать русификатор для программы электросхема регулятора напряжения пример трудового договора рк учебник обж 5 класс онлайн аудиокниги елена звездная все ведьмы рыжие
ССЫЛКИ НА ПОХОЖИЕ САЙТЫ:
Комментарии могут оставлять только зарегистрированные пользователи
Журнал производства антикоррозийных работ.
В 1985 году были разработаны строительные правила СНиП 3.04.03-85, приложением к которым является форма Журнала производства антикоррозийных работ. Данный журнал предназначен для фиксирования хода проводимых антикоррозийных работ в процессе строительства.
Такой учет необходим во время строительства для качественного контроля над проводимыми работами, а также для эксплуатации объекта в дальнейшем. Журнал производства антикоррозийных работ входит в пакет документов построенного объекта. Имея на руках качественную документацию проще осуществлять ремонт или реконструкцию в будущем.
При строительстве зданий или сооружений учитывают условия среды, в которой будет находиться объект. Учитывая такие внешние условия проводят антикоррозийные работы по защите конструкций.
Защита от коррозий – это трудоемкий многоступенчатый процесс, выполнять который нужно в строгом соответствии с правилами. Первым этапом комплекса антикоррозийных работ является приготовление поверхности для защитного покрытия. Далее следует подготовка материалов и грунтовка для обеспечения сцепления защитного покрытия и поверхностей. Далее наносится покрытие, которое необходимо просушить или обработать термически.
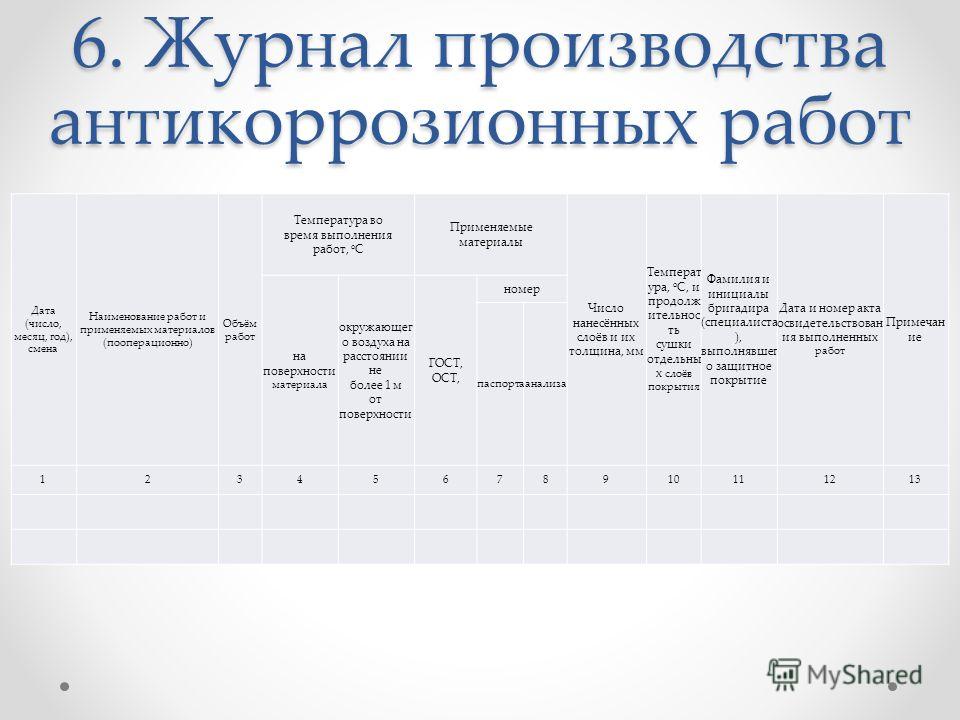
Все операции по защите поверхности заносятся в Журнал производства антикоррозийных работ пооперационно. В случае необходимости эти записи будут документальным подтверждением качества проведенных работ. Полный перечень документации, подтверждающей проведение тех или иных работ должен быть прописан в договоре подряда.
В данном журнале обязательно должны быть прописаны следующие сведения: название объекта, основание для проведения работ, исполнитель работ, а также даты начала и окончания ведения. Обязательно фиксируется количество страниц (пронумерованных предварительно) и ставится печать. Журнал необходимо прошить для предотвращения не желательных манипуляций с ним.
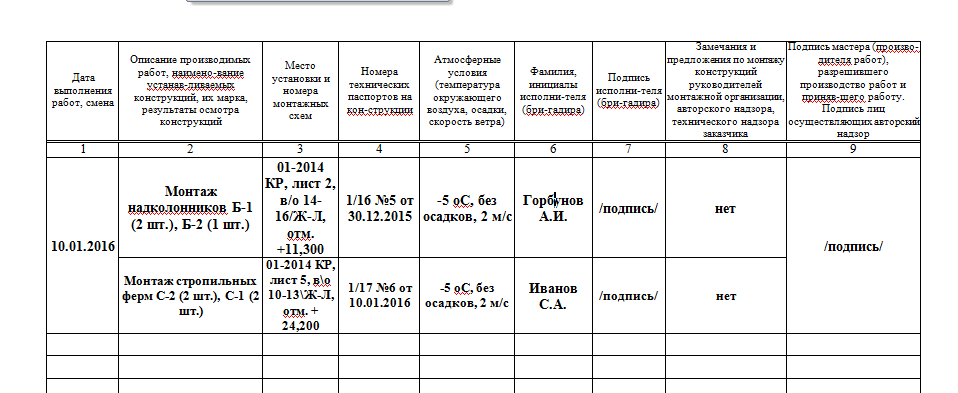
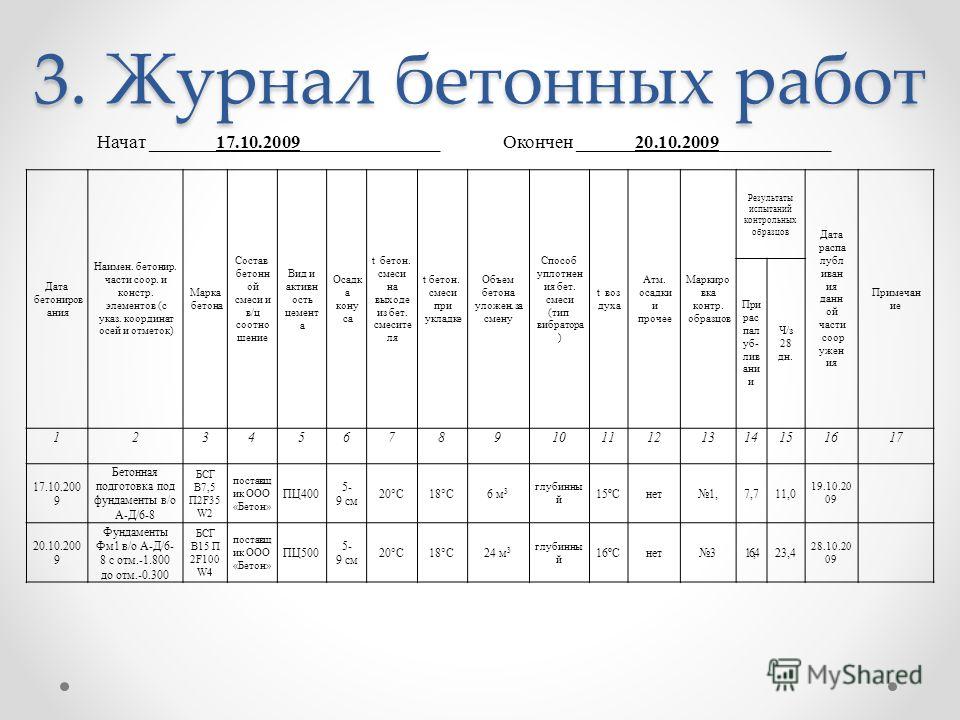
Графы для заполнения Журнала производства антикоррозийных работ :
Покупатели нашего интернет-магазина могут заказать прошивку Журнала производства антикоррозионных работ в типографии. Для этого достаточно выбрать данный параметр до оформления покупки. Вместе с журналом в нашем магазине можно заказать пвх-обложку.
Раздел Журналы строительных работ по своей сути является большим сборником исполнительной документации, необходимой для полноценного и качественного проведения строительных работ. Мы располагаем коллекцией из более чем 180 позиций и постоянно пополняем этот список.
Журналы строительных работ это не только учет, но и полноценная отчетность. Благодаря наличию всей необходимой документации можно легко найти общий язык с заказчиком, показать ход выполнения работ, отчитаться перед контролирующими органами, пройти возможные проверки.
Исполнительная документация в строительстве играет важную роль. Именно поэтому в типографии Сити Бланк производятся только качественные строительные журналы, полностью соответствующие всем существующим требованиям к первичной учетной документации. Все унифицированные журналы печатаются в полном соответствии установленным формам.
Вы также можете воспользоваться услугами наших специалистов для разработки и последующей печати журнала строительных работ по вашему индивидуальному проекту. Вы представляете крупную организацию и желаете видеть название или логотип своей компании на обложке или страницах журнала? Мы можем дополнить необходимой информацией любой документ.
Мы предлагаем исполнительную строительную документацию для самых различных областей. Где бы не располагалась ваша строительная площадка и какой тип объекта вы бы не возводили, у нас вы найдете подходящий журнал для осуществления учета и контроля процессов в разрезе вашей отрасли.
В магазине Сити Бланк любые журналы строительных работ можно приобрести с доставкой курьерской службой (для Москвы и области), почтой России, транспортными компаниями.
![]()





+7 (495) 651 - -07-08
+7 (495) 620 - -49-48
+7 (495) 641 - -74-56
Тел: +7 (495) 651 - -07-08, факс: +7 (495) 620 - -49-48,
107045, Москва, Большой Головин пер. д. 12, корп. 2
119313, Москва, Варшавское шоссе, д.33, стр.13
Время работы: пн-пт с 09.00 до 18.00, время московское
E-mail: [email protected]
©2010-2016 ООО «Сити Бланк» - полиграфические услуги, печать журналов и бланков, полиграфический дизайн, изготовление информационных стендов, схем строповки, планов эвакуации, бланков удостоверений, печать чертежей, печать на футболках, печать плакатов по охране труда, печать плакатов по технике безопасности, изготовление печатей и штампов, знаков безопасности, предупреждающих знаков, запрещающих знаков, наклеек на авто, интерьерных наклеек, наклеек на телефон, наклеек на ноутбук и др.
СТРОИТЕЛЬНЫЕ НОРМЫ И ПРАВИЛА ЗАЩИТА СТРОИТЕЛЬНЫХКОНСТРУКЦИЙ И СООРУЖЕНИЙ ОТ КОРРОЗИИ СНиП 3. Сорокина с участием Госхимпроекта Госстроя СССР Волкова ,НИИЖБ Госстроя СССР д-р техн. Мельникова Госстроя СССР д-р техн. Оносов и Академии коммунальногохозяйства. Памфилова Минжилкомхоза РСФСР канд. ПОДГОТОВЛЕНЫ К УТВЕРЖДЕНИЮГлавтехнормированием Госстроя СССР С введением в действие СНиП 3. Припользовании нормативным документом следует учитывать утвержденные изменениястроительных норм и правил и государственных стандартов, публикуемые в журнале«Бюллетень строительной техники», «Сборнике изменений к строительным нормам иправилам» Госстроя СССР информационном указателе «Государственные стандартыСССР» Госстандарта. Госстрой СССР Строительные нормы и правила СНиП 3. Настоящие нормы и правилаустанавливают общие технические требования к производству работ в условияхстроительной площадки. Атмосферостойкие защитныепокрытия, предохраняющие от воздействия солнечной радиации, осадков и пыли,морской атмосферы, должны выполняться согласно требованиям СНиП по устройствукровель, гидроизоляции, пароизоляции и теплоизоляции, а также по устройству отделочныхпокрытий строительных конструкций. Настоящие нормы и правила нераспространяются на работы по антикоррозионной защите: металлических подземныхсооружений, возводимых в вечномерзлых и скальных грунтах; стальных обсадных труб, свайи технологического оборудования, на сооружение которых разработаны специальныетехнические условия; сооружений тоннелей иметрополитенов; электрических силовыхкабелей; металлических ижелезобетонных подземных сооружений, подвергающихся коррозии от блуждающихэлектрических токов; магистральных нефтепродукто-и газопроводов; коммуникаций и обсадныхколонн скважин промыслов нефти и газа; тепловых сетей. Данные нормыи правила не распространяются также на технологическое оборудование, нанесениезащитных покрытий на которое в соответствии с ГОСТ 24444-80 предусмотренопредприятиями-изготовителями. Внесены Минмонтажспецстроем СССР Утверждены постановлением Госстроя СССР от 13 декабря 1985 г. Защитные покрытиятехнологического оборудования должны наноситься, как правило, в заводскихусловиях. Нанесение защитных покрытийна технологическое оборудование непосредственно на месте его монтажадопускается: штучными кислотоупорнымиматериалами, химически стойкими: полимерными листовыми материалами и слоистымипластиками стеклоткань, хлориновая ткань и др. В заводских условияхнаносятся защитные покрытия стальных трубопроводов и емкостей для хранения итранспортирования сжиженного газа, прокладываемых и монтируемых на территориигородов и населенных пунктов. Нанесение защитных покрытийна стальные трубопроводы и емкости на месте их сооружения допускается при: изоляции сварных стыков имелких фасонных частей; исправлении мест повреждениязащитного покрытия; изоляции емкостей,монтируемых на месте установки из отдельных элементов. Работы по защите строительных конструкций и сооружений, а также технологическихаппаратов, газоходов и трубопроводов от коррозии следует выполнять после окончаниявсех предшествующих строительно-монтажных работ, в процессе производствакоторых защитное покрытие может быть повреждено. Порядок выполненияантикоррозионной защиты указанных конструкций до их установки в проектноеположение, а также защиту верхней опорной части фундаментов до началамонтажных работ следует устанавливать в технологических картах на эти работы. Антикоррозионная защита оборудования, как правило, должна выполняться домонтажа съемных внутренних устройств мешалок, нагревательных элементов,барботеров и др. При поставке оборудования с предприятия-изготовителя сосмонтированными внутренними устройствами они должны быть демонтированы доначала антикоррозионных работ. Производствоантикоррозионных работ при наличии внутренних устройств в оборудовании илимонтаж их до окончания антикоррозионных работ допускается только посогласованию с монтажной организацией, выполняющей антикоррозионную защиту. Приприемке от предприятий-изготовителей стальных строительных конструкций, а такжетехнологического оборудования должно быть освидетельствовано нанесенное на нихантикоррозионное покрытие, предусмотренное стандартами или техническимиусловиями. Сварочные работы внутри и снаружи металлических аппаратов, газоходов итрубопроводов, включая приварку элементов для крепления теплоизоляции, должныбыть закончены до начала антикоррозионных работ. Испытания на герметичность оборудования проводят после окончания монтажакорпуса и подготовки металлической поверхности под антикоррозионную защиту всоответствии. Подготовку поверхностей емкостных бетонных и железобетонных сооружений в томчисле поддонов оросительных холодильников под защитные покрытия следует выполнятьдо их испытания на герметичность в соответствии с требованиями. Все швы каменной кладки при защите поверхностей каменных и армокаменных конструкциймастичными покрытиями должны быть расшиты, а при защите лакокрасочнымипокрытиями поверхности этих конструкций должны быть оштукатурены. Работы понанесению защитных покрытий, как правило, следует выполнять при температуреокружающего воздуха, защитных материалов и защищаемых поверхностей не ниже: 10 °С - для лакокрасочныхзащитных покрытий, приготовленных на основе природных смол; мастичных ишпатлевочных покрытий из силикатных материалов; оклеечных защитных покрытий наоснове битумно-рулонных материалов, полиизобутиленовых пластин, пластин«Бутилкор-С», дублированного полиэтилена; гуммировочных покрытий; облицовочныхи футеровочных покрытий, устанавливаемых на кислотоупорных силикатных замазках,на мастиках битуминоль; для кислотоупорного бетона и силикатополимербетона; 15 °С - для лакокрасочныхармированных и неармированных покрытий, а также наливных покрытий материалами,приготовленными на синтетических смолах; мастичных покрытий из наирита игерметиков, приготовленных на основе синтетических каучуков; покрытий излистовых полимерных материалов; облицовочных и футеровочных покрытий,выполняемых на замазках арзамит, фуранкор, полиэфирных, эпоксидных и смешанныхэпоксидных смол; полимербетона; для цементно-полистирольных,цементно-перхлорвиниловых и цементно-казеиновых обмазок; 25 °С - для нанесенияпокрытий «Полан». При необходимостидопускается выполнение отдельных видов защитных покрытий при более низкихтемпературах с учетом специально разработанной для этих целей техническойдокументации, согласованной в установленном порядке. В зимнее время антикоррозионные работы следует производить в отапливаемыхпомещениях или укрытиях. При этом температура воздуха, защитных материалов изащищаемых поверхностей должна соответствовать требованиям. При использовании полимерныхлипких лент и оберточных материалов, предназначенных для изоляции трубопроводови емкостей в зимнее время, ленты и обертки перед нанесением необходимовыдерживать не менее 48 ч в помещении с температурой не ниже 15 °С. Не допускается устройство защитных покрытий на открытых аппаратах, сооружениях,трубопроводах, газоходах и строительных, конструкциях, находящихся внепомещений во время атмосферных осадков. Непосредственно перед нанесениемзащитных покрытий защищаемые поверхности должны быть просушены. Места вынужденных вскрытий должны быть заделаны покрытиями того же вида. Оклеечные покрытия должны быть при этом усилены дополнительным слоем,перекрывающим места вскрытия не менее чем на 100 мм от кромок. Не допускается выравнивание бетонной поверхности материалами, предназначеннымидля защитных покрытий. Во время производства работ по антикоррозионной защите, выдержки готовыхзащитных покрытий, хранения и перевозки конструкций и оборудования, имеющихзащитные покрытия, должны приниматься меры к предохранению этих покрытий отзагрязнения, увлажнения, механических иных воздействий и повреждений. Антикоррозионная защита должна выполняться в следующей технологическойпоследовательности: подготовка защищаемойповерхности под защитное покрытие; подготовка материалов; нанесение грунтовки,обеспечивающей сцепление последующих слоев защитных покрытий с защищаемойповерхностью; нанесение защитногопокрытия; сушка покрытия или еготермообработка. Работы с кислотостойкими батонами должны выполняться в соответствии стребованиями, изложенными в СНиП II-15-76. Металлическаяповерхность, подготовленная к производству антикоррозионных работ, не должнаиметь заусенцев, острых кромок, сварочных брызг, наплывов, прожогов, остатковфлюса, дефектов, возникающих при прокатке и литье в виде неметаллическихмакровключений, раковин, трещин, неровностей, а также солей, жиров изагрязнений. Перед нанесением защитных покрытий поверхности стальных строительныхконструкций, аппаратов, газоходов и трубопроводов следует очистить от оксидовструйным способом с применением дробеструйных установок, механическими щеткамиили преобразователями ржавчины. Способы очистки поверхности указывают втехнической документации. Поверхности стальных строительных конструкций, предусмотренных к обработкепреобразователями модификаторами ржавчины, должны очищаться только ототслаивающихся пленок ржавчины или окалины. Допускаемая для модификации толщинапродуктов коррозии, как правило, составляет не более 100 мкм. Степень очистки от оксидов металлических строительных конструкций и оборудования,подлежащих антикоррозионной защите, должна соответствовать виду защитногопокрытия, приведенного. Таблица 1 Степень очистки по ГОСТ 9. Используемый для очистки сжатый воздух должен быть сухим, чистым исоответствовать ГОСТ 9. При абразивной очистке на обрабатываемой поверхности должно быть исключенообразование конденсата. После очистки металлическую поверхность необходимо обеспылить механическимспособом или растворителями. Соответствие степени очистки металлических поверхностей виду защитного покрытиясогласно следует проверять непосредственно перед нанесением защитногопокрытия. Бетонная поверхность, подготовленная к нанесению антикоррозионной защиты, недолжна иметь выступающей арматуры, раковин, наплывов, околов ребер, масляныхпятен, грязи и пыли. Закладные изделия должныбыть жестко закреплены в бетоне; фартуки закладных изделий устанавливаютзаподлицо с защищаемой поверхностью. Места примыкания пола кколоннам, фундаментам под оборудование, стенам и другим вертикальным элементамдолжны быть замоноличены. Опоры металлоконструкцийдолжны быть обетонированы. Влажность бетона вповерхностном слое толщиной 20 мм должна быть не более 4 %. Бетонные поверхности, ранее подвергавшиеся воздействию кислых агрессивных сред,должны быть промыты чистой водой, нейтрализованы щелочным раствором или 4-5%-ным раствором кальцинированной соды, вновь промыты и высушены. Подготовленная бетонная поверхность в зависимости от вида защитного покрытиядолжна соответствовать требованиям. Таблица 2 Значения показателей качества поверхности, подготовленной под защитные покрытия лакокрасочные мастичные, шпатлевочные и наливные на основе синтетических смол оклеечные футеровочные и облицовочные 1. Шероховатость: класс шероховатости 3-III 2-III 3-III Устанавливается в зависимости от свойств подслоя покрытия суммарная площадь отдельных раковин и углублений на 1 м 2, %, при глубине раковин, мм: до 2 До 0,2 - - - « 3 - До 0,2 До 0,2 - поверхностная пористость, % До 5 До 20 До 10 - 2. Влажность поверхностная, % по массе До 4 До 4 До 4 До 4 Примечания: 1. Влажность бетона для покрытий изводорастворимых составов не нормируется, но на поверхности не должно бытьвидимой пленки воды. Класс шероховатости определяется. Таблица 3 Расстояние между выступами и впадинами, мм Класс шероховатости Расстояние между выступами и впадинами, мм 1- III Св. Нанесение лакокрасочных защитных материалов должно выполняться в следующейтехнологической последовательности: нанесение и сушка грунтовок; нанесение и сушка шпатлевок при необходимости ; нанесение и сушка покрывныхслоев; выдержка или термическая обработка покрытия. Способ нанесения, толщина отдельных слоев, влажность воздуха и время сушкикаждого слоя, общая толщина защитного покрытия определяются техническойдокументацией, разработанной в соответствии с и требованиями настоящего СНиП. Лакокрасочные материалы перед применением должны быть перемешаны, отфильтрованыи иметь вязкость, соответствующую способу их нанесения. Устройствоармированных лакокрасочных покрытий следует выполнять в следующейтехнологической последовательности: нанесение и сушка грунтовки; нанесение клеящего состава содновременной приклейкой и прикаткой армирующей ткани и выдержкой ее в течение 2-3ч; пропитка наклеенной тканисоставом и его сушка; послойное нанесение защитныхсоставов с сушкой каждого слоя; выдержка нанесенногозащитного покрытия. Подготовка стеклотканевых материалов заключается в раскрое полотнищ с учетом нахлесткина 100-120 мм в продольных и на 150-200 мм в поперечных стыках. Устройство мастичных, шпатлевочных и наливных защитных покрытий должновыполняться в следующей технологической последовательности: наклейка стеклоткани вместах сопряжения защищаемых поверхностей для последующего устройства наливныхпокрытий; нанесение и сушка грунтовок; нанесение мастичных,шпатлевочных или наливных покрытий их сушка. Для подземных трубопроводови резервуаров - послойное нанесение битумных слоев и армирующих оберток. Состав, число слоев, время сушки, общая толщина защитного покрытия определяютсятехнической документацией, разработанной в соответствии с и требованиями настоящего СНиП. Мастичные покрытия, приготовленные на составах из природных и синтетическихсмол; наливные покрытия и шпатлевки, приготовленные на полимерных составах;шпатлевочные покрытия, приготовленные на растворимом стекле, должны наноситьсяслоями толщиной не более 3 мм. Наливное защитное покрытие должно быть предохранено от механических воздействийв течение 2 сут. Защитное покрытие на основе горячих битумных или каменноугольных мастик должнобыть предохранено от внешних механических воздействий до достижения температурыокружающего воздуха. Обмазки,применяемые для защиты стальных закладных деталей сборных железобетонныхконструкций; цементно-полистирольные, цементно-перхлорвиниловые ицементно-казеиновые, - должны иметь консистенцию, позволяющую наносить их заодин раз слоем толщиной не минее 0,5 мм, а цинковые протекторные обмазки - неменее 0,15 мм. Каждый слой обмазки должен быть высушен при температуре не ниже 15 ° С не менее: 30 мин - дляцементно-полистирольных; 2 ч - дляцементно-казеиновых; 4 ч - для цементно-перхлорвиниловыхобмазок и металлических протекторных грунтов. Металлические протекторные обмазки могут применяться как при положительных, таки при отрицательных до минус 20 ° С температурах и переднанесением последующих покрытий должны выдерживаться, ч, не менее: 3 - при положительнойтемпературе; 24 -« отрицательной « до минус 15 ° С; 48 - « « « ниже минус 15 ° Нанесение защитных покрытий из жидких резиновых смесей должно выполняться в следующейтехнологической последовательности: нанесение грунтовок; нанесение покрытия из жидкихрезиновых смесей; вулканизация или сушкапокрытия. Толщина покрытия определяется проектом. Грунтовку защищаемой поверхности следует выполнять: под покрытия из тиоколовыхгерметиков У-30М - клеями 88-Н, 88-НП, 78-БЦС-П, грунтами -эпоксидно-тиоколовым, хлорнаиритовым; под покрытия изэпоксидно-тиоколовых герметиков У-30 МЭС-5 - разбавленным герметиком У-30МЭС-10; под покрытия из наиритовыхсоставов наирит НТ - хлорнаиритовым грунтом; под дивинилстирольныегерметики типа 51Г-10 - разбавленным дивинилстирольным герметиком. Покрытия на основе герметиков У-30М, У-30 МЭС-5 и гуммировочного состава наоснове наирита НТ необходимо вулканизировать после нанесения всех слоев. Режимвулканизации указан в технической документации. Покрытия на основе герметика51Г-10 сушат при температуре 20 ° Технология выполнения покрытия «Полан-М» заключается в нанесении: двух грунтовочных слоев клея88-Н или 78-БЦС-П; одного слоя промежуточнойкомпозиции «П»; защитных слоев композиции«З». Технология выполненияпокрытия «Полан-2М» заключается в нанесении: двух слоев адгезионнойкомпозиции «А»; защитных слоев композиции«З». Технология выполнения покрытия«Полан-Б» заключается в нанесении: слоя адгезионной композиции«А»; слоя цементно-адгезионногосостава на основе портландцемента марки 400 и адгезионной композиции «А»; слоя промежуточнойкомпозиции «П»; защитных слоев композиции«З». Все композиции «Полан» наносятся послойно с сушкой каждого слоя в соответствиис технологической инструкцией. Кпоследующей футеровки после нанесения композиции «Полан» следует приступатьпосле выдержки готового покрытия в течение 2 сут. Нанесение оклеечных защитных покрытий должно выполняться в следующейтехнологической последовательности: нанесение и сушка грунтовок; послойное наклеиваниематериалов; обработки стыков сварка илисклейка ; сушка выдержка оклеенногопокрытия. На защищаемую поверхность перед наклейкой рулонных материалов на битумныхмастиках должны быть нанесены грунтовки на основе битума, на синтетическихклеях - грунтовки из этих же клеев. Для наклейки полимерныхлипких лент на защищаемые трубопроводы и емкости их поверхность должна бытьзагрунтована полимерными или битумно-полимерными грунтовками. Сушку первого слоя грунтовок на основе битума следует производить до отлипа, второго- в течение 1-2 ч. Сушку каждого слоя грунтовки из лаков БТ-783 необходимопроизводить в течение суток. Сушку первого слоя грунтовок из синтетическогоклея следует производить в течение 40-60 мин, второго - до отлипа. Сушкуполимерных и битумно-полимерных грунтовок - до отлипа. Перед наклейкой на защищаемую поверхность рулонные материалы должны бытьочищены от минеральной посыпки, листовые - промыты мыльной и чистой водой пластикат - обезжирен ацетоном ; высушены и раскроены на заготовки. Пластиныполиизобутилена, «Бутилкор-С», армированной поливинилхлоридной пленки должныбыть выдержаны в распрямленном состоянии не менее 24 ч, поливинилхлоридныйпластикат следует прогреть до температуры 60 ° Заготовки листовых защитных материалов должны быть дважды прогрунтованы клеемтого же состава, что и защищаемые поверхности с сушкой первого слоя грунтовки втечение 40-60 мин и второго - до отлипа. При нанесении листовых и рулонных материалов на битумной мастике ее слой недолжен превышать 3 мм, на клеях - 1 мм. Стыки наклеиваемых заготовокзащитных покрытий следует располагать на расстоянии не менее 80 мм от сварныхшвов металла. При наклейке листовыми и рулонными материалами величина нахлестки полотнищдолжна быть, мм: 25 - для поливинилхлоридногопластиката в сооружениях, работающих под налив. Поливинилхлоридный пластикатпри защите полов допускается наклеивать встык; 40 - для полиизобутиленовыхпластин на синтетических клеях со сваркой швов; 50 - для стеклотканевыхматериалов на синтетических смолах, активированной полиэтиленовой пленки,полиизобутиленовых пластин на синтетических клеях с герметизациейполиизобутиленовой пастой; листов «Бутилкор-С» на синтетических клеях дляоднослойного покрытия; 100 - для дублированногополиэтилена, гидроизола, полиизобутиленовых пластин на битуме, рубероида,стеклорубероида; 200 - для «Бутилкор-С» насинтетических клеях для второго слоя, армированной поливинилхлоридной пленки. Стыки наклеенных пластикатных заготовок должны быть сварены в струе нагретоговоздуха при температуре 200 ± 15 °С путем прикатки свариваемого шва. Наклеенныезаготовки из пластиката должны быть выдержаны перед последующей обработкой неменее 2 ч. Способ герметизации стыков полиизобутиленовых пластин указывается в проекте. При наклейке пластин полиизобутилена в один слой швы нахлестки должны бытьусилены полосками полиизобутилена шириной 100-150 мм, а их кромки сварены сосновным покрытием или приклеены к нему полиизобутиленовой пастой. При однослойном покрытии склеенный шов из «Бутилкора-С» необходимодополнительно промазывать двумя слоями пасты из «Бутилкора-С» с сушкой каждогослоя до полного высыхания примерно 3 ч при температуре 15 °С. Швы в покрытии из армированной поливинилхлоридной пленки следует дополнительнопроклеивать полосой шириной 100-120 мм из того же материала или неармированнойполивинилхлоридной пленки с предварительно нанесенным и подсушенным в течение8-10 мин слоем клея ГИПК-21-11. Защитные покрытия из рулонных материалов, наклеенных на битумных составах,должны быть прошпатлеваны битумными мастиками. На горизонтальные покрытиямастики следует наносить слоями толщиной не более 10 мм, на вертикальные -слоями толщиной 2-3 мм. Покрытии, подлежащие последующей защите материалами на основе силикатных ицементных составов, должны быть затерты по слою из битумной неостывшей мастикиили синтетических смол крупнозернистым кварцевым песком. Черезсутки после выполнения покрытия из армированной поливинилхлоридной пленки на ееповерхность наносится кистью один слой клея, в который втапливается сухой песок фракцией 1-2,5 мм. Укладка последующегопокрытия по подготовленной таким образом поверхности допускается через 24 ч. Перед выполнением облицовочных или футеровочных работ на оклеечное покрытиенаносят шпатлевку, приготовленную из тех же материалов, что и связующий состав. При изоляции трубопроводов и емкостей полимерными липкими лентами в зонесварных швов для дополнительной его защиты по грунтовке наносят один слойлипкой ленты шириной 100 мм, затем эту зону обертывают с натяжением иобжатием тремя слоями липкой лепты. Лента не должна на 2-3 мм доходить дооберток, имеющих повышенную влагонасыщенность, затем на полимерную липкую лентунакладывают защитную обертку. При нанесении защитного покрытия из полимерных лент на участках стыков иповреждений необходимо следить за тем, чтобы переходы к существующему покрытиюбыли плавными, а нахлест был не менее 100 мм. Защита гуммировочными покрытиями должна выполняться в следующей технологическойпоследовательности: обкладка защищаемойповерхности резиновыми заготовками; проверка сплошности обкладкидефектоскопом; подготовка к вулканизации; вулканизация резиновых обкладок. Насварные швы, углы и другие выступающие части защищаемой поверхностипредварительно должны быть наклеены полосы шириной до 50 мм и шпонки изгуммировочных материалов. Технология выполнения гуммировочных работ должна соответствовать требованиямтехнологических инструкций. Подготовленные защищаемые поверхности перед оклейкой гуммировочными материаламиследует протереть бензином, просушить и промазать клеями, марки которыхсоответствуют гуммировочным материалам. Заготовки перед наклейкой должны быть промазаны клеем и выдержаны в течение40-60 мин. Заготовки следует наклеивать внахлестку, перекрывая стыки на 40-50мм, или встык и прикатывать их роликами до удаления пузырьков воздуха. Местастыков при наклейке встык должны быть перекрыты лентами шириной 40 мм. Швыобкладки следует располагать на расстоянии не менее 80 мм от сварных швовметалла. Раскроенные заготовки следует приклеивать, как правило, предварительносдублированными. В случае образования между листами резины воздушных пузырейрезину необходимо проколоть тонкой иглой, смоченной клеем, и тщательноприкатать зубчатым роликом. Более чем в 3 слоя резину дублировать нерекомендуется. При толщине обкладки 6 мм рекомендуется вести гуммированиепослойно в два приема. Гуммирование оборудования следует начинать с обкладки заготовками внутреннейповерхности, затем - штуцеров, патрубков, лазов и других отверстий. Вулканизация гуммировочного покрытия осуществляется острым паром, горячей водойили 40 %-ным раствором хлористого кальция при открытой вулканизации и острымпаром при закрытой вулканизации под давлением. Подготовленнаяс помощью дробеструйной очистки поверхность должна определяться величинойшероховатости, которая составляет от 6,3 до 55 мкм. Разрыв во времени между окончанием дробеструйной очистки поверхности и началомнанесения металлизационного покрытия должен соответствовать следующим данным: в закрытых помещениях приотносительной влажности воздуха до 70 % - не более 6 ч; на открытом воздухе вусловиях, исключающих образования конденсата на металлической поверхности - неболее 3 ч; при влажности воздуха выше90 % под навесом или внутри аппарата при условии, исключающем попадание влагина защищаемую поверхность - не более 0,5 ч. В условиях строительной площадки металлизационное покрытие наносят вручнуюгазопламенным и электродуговым способами. Проволока, используемая для создания металлизационного покрытия, должна бытьгладкой, чистой, без перегибов и не иметь вспученных оксидов. Металлизация вручную должна осуществляться путем последовательного нанесениявзаимно перекрывающихся параллельных полос. Покрытия наносят в несколько слоев,при этом каждый последующий слой следует наносить так, чтобы его проход былперпендикулярен проходам предыдущего слоя. Для обеспечения высокого качества металлизационного покрытия при напылениизащитного металла необходимо соблюдать следующие условия: расстояние от точкиплавления проволоки до защищаемой поверхности должно быть в пределах 80-150 мм; оптимальный угол нанесенияметалловоздушной струи должен быть 65-80°; оптимальная толщина одногослоя должна быть 50-60 мкм; температура защищаемойповерхности при нагреве не должна превышать 150 °С. При устройстве комбинированного защитного покрытия нанесение лакокрасочныхпокрытий на металлизационное следует выполнять в соответствии. Защита штучными материалами поверхности строительных конструкций и сооружений облицовка и технологического оборудования футеровка должна выполняться в следующейтехнологической последовательности: приготовление химическистойких замазок растворов ; нанесение и сушка грунтовки при футеровке металлического оборудования без органического подслоя илишпатлевки; футеровка оборудования илиоблицовка строительных конструкций; сушка футеровки илиоблицовки; окисловка принеобходимости швов. Нанесение составов, имеющих кислые отвердители, на бетонную или стальнуюповерхности не допускается. Перед нанесением этих составов бетонные и стальныеповерхности должны быть предварительно защищены промежуточным слоем материала,указываемого в проекте. Облицовочные и футеровочные штучные материалы должны быть отсортированы иподобраны по размерам. Не допускается применять закислованные и замасленныематериалы. Перед облицовкой и футеровкой на битумных и полимерных составах штучныематериалы должны быть огрунтованы по граням и с тыльной сторонысоответствующими грунтовками. Число слоев футеровки или облицовки и вид химически стойких замазок растворов указывают в проекте. Для облицовки на битумных мастиках следует применять плитки толщиной не менее30 мм. Ширина швов при футеровке на кислотостойких растворах: для плитки - 4 мм; длякирпича - 6 мм. Конструктивные размеры прослоек и швов при облицовке строительных конструкций ифутеровке технологического оборудования штучными материалами на различныххимически стойких замазках растворах приведены соответственно: для облицовки- в ,для футеровки -. Футеровка и облицовка штучными изделиями на химически стойких силикатныхзамазках и цементно-песчаных растворах в зависимости от требований проектаможет выполняться с заполнением швов одним составом, впустошовку с последующейразделкой швов или комбинированным способом с одновременным нанесениемкислотоупорной силикатной замазки или цементно-песчаного раствора и полимернойзамазки. Заполнение швов между штучными кислотоупорными материалами должноосуществляться выдавливанием замазки раствора с одновременным удалениемвыступившей части замазки раствора. Швы между установленными впустошовкуштучными материалами, подлежащие последующему заполнению, должны быть очищеныот остатков замазки или раствора и просушены, а затем промазаны: для силикатной замазки - 10%-ным спиртовым раствором соляной кислоты; для цементно-песчаногораствора, в случае разделки полимерной замазкой с кислым отвердителем - 10%-ным водным раствором кремнефтористого магния или щавелевой кислоты. После промазки передзаполнением швы должны быть просушены в течение суток. Сушку облицовки и футеровки следует выполнять послойно в соответствии стехнологическими инструкциями. Футеровка на химически стойких замазках должна высушиваться при температуре нениже 10 °С до достижения адгезионной прочности кислотоупорной силикатнойзамазки 1,5-2,0 МПа ; замазки «Арзамит-5»: для кислотоупорных керамическихизделий - 2,0-3,0 МПа, для углеграфитированных - 3,0-3,5 МПа. Футеровку или облицовку на синтетических смолах следует выдерживать притемпературе 15-20 °С, как правило, в течение 15 сут. Допускается уменьшениесроков выдержки футеровки и облицовки по режиму, определяемому специальнымиинструктивными указаниями. Окисловку швов, если она предусмотрена проектом, следует производить послесушки футеровки или облицовки путем двухкратной промазки 20-40 %-ным растворомсерной или 10 %-ной соляной кислоты. Футеровку оборудования производят с перевязкой швов. Таблица 4 Материал Толщина прослойки, мм Ширина шва, мм горизонтальная поверхность вертикальная поверхность 1. Облицовка на химически стойких силикатных замазках, в том числе и комбинированным способом, по гидроизоляции из эластомеров и битумно-рулонных материалов Кирпич 10 10 5 Плитка керамическая, шлакоситалловая, каменное литье 8 8 3 2. То же, с разделкой швов при облицовке впустошовку Кирпич 10 10 8 Плитка керамическая, шлакоситалловая, каменное литье 8 8 5 3. Облицовка на цементно-песчаном растворе и в том числе комбинированным способом, по подстилающему слою либо по армированной стеклотканью лакокрасочной композиции Кирпич 10 10 5 Плитка керамическая, шлакоситалловая, каменное литье 10 10 3 Плитка глазурованная - 10 3 4. То же, с разделкой швов при облицовке впустошовку Кирпич 10 10 8 Плитка керамическая, шлакоситалловая, каменное литье 10 10 5 5. Облицовка на цементно-песчаном растворе, в том числе комбинированным способом, по гидроизоляции из эластомеров и битумно-рулонных материалов Кирпич 20 10 5 Плитка керамическая, шлакоситалловая, каменное литье 10 10 3 6. То же, с разделкой швов при облицовке впустошовку Кирпич 20 10 8 Плитка керамическая, шлакоситалловая, каменное литье 10 10 5 7. Облицовка на замазках на основе органических смол по гидроизоляции из эластомеров и битумно-рулонных материалов Кирпич 5 5 5 Плитка керамическая, шлакоситалловая, каменное литье 3 3 3 8. Облицовка на замазках на основе органических смол по подстилающему слою либо по армированной стеклотканью лакокрасочной композиции Плитка керамическая, шлакоситалловая, каменное литье 3 3 3 9. Облицовка на битумных мастиках по гидроизоляции из эластомеров и битумно-рулонных материалов Кирпич 5 3 5 Плитка керамическая 5 3 3 Таблица 5 Материал Толщина прослойки, мм Ширина шва, мм 1. Футеровка на химически стойких силикатных замазках, в том числе комбинированным способом Кирпич 10 5 Плитка керамическая прямая и фасоннаяшлакоситалловая, каменное литье 8 3 2. То же, с разделкой швов при футеровке впустошовку Кирпич 10 8 Плитка керамическая, шлакоситалловая, каменное литье 8 5 3. Футеровка на цементно-песчаном растворе, в том числе комбинированным способом Кирпич 15 8 Плитка керамическая прямая, фасоннаяшлакоситалловая, каменное литье 15 3 4. То же, с разделкой швов при футеровке впустошовку Кирпич 15 8 Плитка керамическая, шлакоситалловая, каменное литье 15 5 5. Футеровка на замазках арзамит, эпоксидной и др. При кладке впустошовку глубинанезаполнения замазкой раствором швов не должна превышать, мм: 20 - для кирпичаи плитки толщиной более 50 мм; 15 - для плитки толщиной от 20 до 50 мм. При облицовке и футеровке плиткамитолщиной менее 20 мм швы между ними не разделываются. Оборудование и сборные части цилиндрических газоходов и трубопроводов допускаетсяфутеровать кислотоупорными штучными изделиями до их монтажа, при этом долженбыть произведен дополнительный расчет указанных конструкций на монтажныенагрузки. При футеровке аппаратов с коническими днищами кирпич укладывают кольцами,начиная от центра конуса и постоянно приближаясь к стенкам аппарата, чередуяпрямой и клиновой кирпичи. Облицовка полов должна производиться послойно по маякам, которые по окончанииработ должны быть заменены материалами, предусмотренными проектом. Производственный контроль качества работ должен осуществляться на всех этапахподготовки и выполнения антикоррозионных работ. При входном контроле проверяют наличие и комплектность рабочейдокументации, соответствие материалов государственным стандартам и техническимусловиям, а также производят освидетельствование защитных покрытий строительныхконструкций и технологического оборудования, нанесенных на заводе-изготовителе. При операционном контроле проверяют подготовку поверхности, соблюдениеусловий производства антикоррозионных работ температуру и влажностьокружающего воздуха и защищаемых поверхностей, чистоту сжатого воздуха ,толщину отдельных слоев и общую толщину законченного защитного покрытия, полнотузаполнения швов их размеры при производстве футеровочных и облицовочныхработ, время выдержки отдельных слоев и законченного защитного покрытия. При приемочном контроле выполненных защитных покрытий проверяют их сплошность,сцепление с защищаемой поверхностью и толщину, герметичность слоев и сварныхшвов обкладки, полноту заполнения и размеры швов между штучными материаламифутеровочных и облицовочных покрытий, ровность облицовочных покрытий. При необходимости допускаетсявскрытие защитных покрытий, о чем делается соответствующая запись в журналепроизводства антикоррозионных работ, форма которого дана в обязательном. Результаты производственного контроля качества работ должны заноситьсяв журнал производства антикоррозионных работ. По мере выполнения законченных промежуточных видов антикоррозионных работдолжно производиться их освидетельствование. К законченным промежуточным видамантикоррозионных работ следует относить: основание защищаемую поверхность ,подготовленное под выполнение последующих работ; огрунтовку поверхностей независимо от числа нанесенных слоев грунта ; непроницаемый подслой защитногопокрытия; каждое полностью законченное промежуточное покрытие одного вида независимо от числа нанесенных слоев ; специальную обработку поверхностизащитного покрытия вулканизацию гуммировочного покрытия, окисловку швовфутеровочного или облицовочного покрытия. Результаты освидетельствования промежуточных видов работ следует оформлятьактом, форма которого приведена. После окончания всех работ по защите от коррозии следует производить освидетельствованиеи приемку защитного покрытия в целом с оформлением соответствующего акта, формакоторого дана в обязательном. Методы проверки показателей качества защитных покрытий приведены в обязательном. Лакокрасочное армированное Внешний вид Визуальным осмотром См. Мастичное Внешний вид Визуальным осмотром Не допускаются трещины, потеки, бугры, открытые поры, посторонние включения и механические повреждения Толщина По металлической поверхности магнитным толщиномером - Сплошность Визуальным осмотром - электропроводных покрытий; электроискровым дефектоскопом - неэлектропроводных покрытий - Сцепление с защищаемой поверхностью Простукиванием стальным молоточком Не должно быть изменения звука Полнота отверждения Прочерчиванием линий на поверхности покрытия металлическим шпателем или мастерком Должны оставаться полосы светлого цвета 4. Оклеечное Внешний вид Визуальным осмотром Не допускаются механические повреждения и пропуски в швах герметизация швов Сплошность Для защитного покрытия из полиизобутилена - однократным наливом воды до рабочего уровня и выдержкой в течение 24 ч для аппаратов и сооружений, предназначенных под налив ; для остальных покрытий - визуально - Сцепление с защищаемой поверхностью Простукиванием поверхности деревянным молоточком Не должно быть изменения звука 5. Из жидких резиновых смесей Внешний вид Визуальным осмотром Не допускаются пузыри, механические повреждения и посторонние включения Толщина По металлической поверхности толщиномером в соответствии с СТ СЭВ 3915-82 Для покрытий «Полан» допускаются наплывы толщиной не более 4 мм и площадью поверхности до 20 см 2 на 1 м 2, но не более 5 % общей площади покрытия Сплошность По металлической поверхности - электроискровым дефектоскопом - Полнота отверждения Протиркой тампоном, смоченным в растворителе На тампоне не должен оставаться материал покрытия 6. Гуммировочные Внешний вид Визуальным осмотром Не допускаются механические повреждения и посторонние включения Сплошность Электроискровым дефектоскопом - Сцепление с защищаемой поверхностью Визуальным осмотром, простукиванием деревянным молоточком На поверхности допускается одно отслаивание площадью поверхности до 20 см 2 на 1 м 2, но не более 5 % общей площади покрытия Твердость Твердомером резины типа 2033 ТИР в соответствии с ГОСТ 263-75 7. Облицовочные и футеровочные Полнота заполнения и размеры швов Визуально. Металлической линейкой Не допускаются пустоты, трещины, сколы, посторонние включения; 10 % швов могут иметь размер, на 1 мм больше конструктивного Ровность облицовочного покрытия Двухметровой рейкой Отклонение поверхности облицовки от плоскости не должно превышать: 4 мм - при укладке штучных кислотоупорных изделий толщиной более 50 мм 2 мм - при укладке штучных кислотоупорных изделий толщиной до 50 мм Перепад между смежными элементами покрытий не должен превышать: 2 мм - при укладке штучных кислотоупорных изделий толщиной более 50 мм 1 мм - при укладке штучных кислотоупорных изделий толщиной до 50 мм 8. Металлизационное Контроль показателей качества защитных покрытий - в соответствии с ГОСТ 9. Библиотека ГОСТОв, национальных стандартов, технических нормативно-правовых актов, действующих на территории РФ. Чтобы любую страницу с нормативно-правовым актом отправить в "Мои закладки" нажмите "Ctrl+Z". После этого ссылка на выбранную страницу будет у Вас всегда под рукой в разделе "Мои закладки". Сервис доступен только для авторизованных пользователей.
Насварные швы, углы и другие выступающие части защищаемой поверхностипредварительно должны быть наклеены полосы шириной до 50 мм и шпонки изгуммировочных материалов.