

 Рейтинг: 4.0/5.0 (1640 проголосовавших)
Рейтинг: 4.0/5.0 (1640 проголосовавших)Категория: Бланки/Образцы
По представленным в таблице данным построим диаграмму Парето:

Как видно из диаграммы Парето основной вид дефектов – примеси, которые составляют от общего числа дефектов 28%. Второй дефект – материалы для уборки – 25%. Поэтому в первую очередь необходимо выяснить причины этих дефектов.
D2. Инструмент 5W2H
Проблема заключается в том, что контролеры находят инородные тела в готовой продукции предприятия. Из-за этой проблемы организация может потерять клиентов и часть дохода.
Затронуты интересы клиента.
Проблема появляется на этапе консервирования. Предположительно инородные тела плохо сортируются на сортировочном оборудовании, а так же инородные тела могут попадать в горох во время его передвижения по конвейеру.
Проблема возникла 1.04.2011.
Возникновение проблемы связано изначально с некачественным сырьем. Либо операторы, обслуживающие сортировочные машины, плохо мотивированы к работе и просто не стараются увидеть инородные тела. Возможно, на предприятии плохо спланирован процесс производства, в результате чего, инородные тела попадают в консервы.
Проблема появилась в результате визуального контроля. Затронут производственный процесс и, возможно, процесс поставки сырья.
Проблема затрагивает всех операторов производственной линии.
D3– Создание рабочей команды.
Команда состоит из 5 человек.
Главный технолог производственной линии
Начальник отдела закупок
Инженер по качеству
Оператор производственной линии
Данные работники смогут поговорить о проблеме изнутри и снаружи, разобраться, что не так с оборудованием и с поставщиком. Привлечено не только начальство, но и рядовые рабочие.
D4 – Остановка проблемы.
После того, как мы определили, что у нас имеется проблема, нужно убедиться, что она больше не навредит нашим клиентам. Что мы можем сделать на данном этапе.
Разработать инструкцию проверки сырья.
Проводить инспекцию сырья, которое продолжает поступать.
Разработать инструкцию по проверке готовой продукции.
Тщательно проверять готовую продукцию.
Назначить главных по проверке работы операторов (проверка хотя бы раз в смену).
Провести инспекцию готовой продукции на складе (проверить каждую партию)
Разослать информацию о том, что имеется брак, по точкам продаж нашей продукции.
Результаты мер проанализировать на совещании руководства 1.05.2011.
D5 — Определение и проверка первопричины.
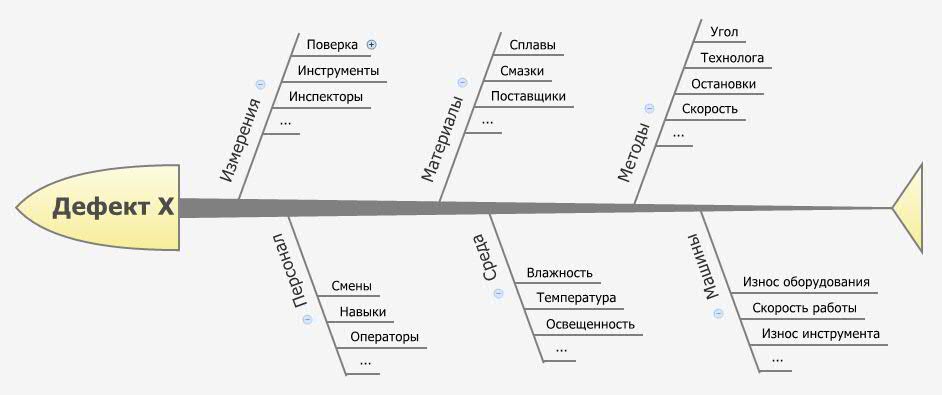
На данном этапе команде 8Dпредстоит проанализировать проблему и выяснить причину или причины ее появления. Для этого мы предлагаем использовать инструмент управления качеством — диаграмму Исикавы.

Команда проанализировала проблему и выявила ряд причин ее возникновения. Как видно из диаграммы — причин может быть множество.
Теперь команде предстоит методом мозгового штурма определить главную причину или причины появления брака.
Скорее всего появление проблемы обусловлено некачественным сырьем. Вместе с горохом привозят улиток, камни и стекло, потому что на предприятии этим инородным предметам взяться неоткуда. Так же выбран неправильный метод обработки сырья уже на предприятии, и «ловушки» плохо работают на этапе сортировки.
Материалы для уборки появляются в готовой продукции благодаря низкой дисциплине персонала. Работники безответственны при уборке либо просто устают и не замечают, как при уборке наносят вред продукции.
D6. Выбор корректирующих действий.
1) Установить/пересмотреть требования к сырью
2) Составить график уборки таким образом, чтобы снизить риск попадания материалов для уборки в продукцию
3) Пересмотреть положение отделов на производстве. Перенести отдел, использующий канц. товары.
4) Ввести нематериальное поощрение сотрудников за проявление инициативы (грамоты, доска почета)
5) Установление выходного контроля
D7. Внедрение корректирующих действий.
Установить/пересмотреть требования к сырью – необходимо выяснить, регламентированы ли на настоящий момент требования к поставляемому сырью и осведомлены ли о них поставщики, указаны ли эти требования в контрактах. Если указаны – проверить, выполняются ли эти требования поставщиком, в случае, если указаны, но не выполняются – принять соответствующие меры (рекламации и т.д.). Пересмотреть контракты с учетом новых требований к сырью. Ответственным за эту работу назначить менеджера по качеству.
Составить график уборки – уборка в нерабочие часы сократит вероятность попадания моющих средств и т.п. в продукцию. Ответственным за эту работу назначить начальника производственного цеха.
Пересмотреть положение отделов на производстве – проблему с канцтоварами в продукции можно решить, устранив вероятность их попадания в банки, то есть перенеся офисные помещения подальше от производственной линии. Ответственным за эту работу назначить менеджера по качеству.
Нематериальное поощрение сотрудников позволит повысить их мотивацию и снизит риск возникновения ошибки благодаря человеческому фактору. На видном месте в цеху разместить доску почета с фотографиями сотрудников месяца, года и т.д. Ответственным за эту работу назначить мастера производственного цеха.
Выходной контроль следует осуществлять в виде проверки каждой десятой банки из партии. Если одна из них окажется дефектной – браковать партию целиком. Ответственным за эту работу назначить менеджера по качеству.
D8. Предупреждение повторного возникновения несоответствия
Предупреждающими действиями будут являться:
Разработка процедуры входного контроля сырья
Проведение тренингов, семинаров на мотивацию сотрудников
Организация ящиков для приема предложений от сотрудников, процесса их обработки и анализа.
Выводы, закрытие 8D
Таким образом, командная работа сотрудников предприятия помогла нам проанализировать выявленную проблему и найти предполагаемые причины ее появления. Для предотвращения и ликвидации причин были разработаны корректирующие и предупреждающие действия. Так же были разработаны действия предотвращающие попадание уже изготовленной дефектной продукции на столы покупателей.
? введение и поддержание корректирующих и предупреждающих
? обучение персонала в связи с внесенными изменениями;


















Статья посвящена изучению метода 8D, истории его возникновения и применения на российских предприятиях. Рассмотрены особенности применения метода, получаемые эффекты, его достоинства и недостатки.
В современном мире организациям все время нужно заботиться о своем имидже, прежде всего за счет изменения качества продукции и услуг, но иногда на производстве возникают дефекты и чтобы поддержать свой имидж компания должна незамедлительно среагировать на них. Арсенал методов широк и постоянно пополняется, одним из таких методов является метод 8D.
8D — это «метод восьми дисциплин», который был разработан в компании «Ford» в 1987 г. на основе военного стандарта 1520 (коррективное действие и диспозиционная система для несоответствующих материалов) [5]. Данный стандарт использовался правительством США во время второй мировой войны. Руководство Ford определяет 8D как дисциплинированный (упорядоченный) процесс, который направлен на разрешение проблем методологическим и аналитическим путем [6]. Каждый шаг 8D методики имеет в своем наименовании букву D, что означает дисциплина (discipline).
8D — это простой метод, и его рекомендуется использовать всегда, когда на предприятии возникает брак, для того чтобы восстановить доверие клиента. На практике 8D применяется, прежде всего, при обработке рекламаций клиентов, но также и в случаях, когда бракованная продукция до клиента не дошла, но у производителя нет четкого представления, почему брак возник и что необходимо сделать, чтобы гарантированно не допустить повторения данного вида брака в будущем. Для заполнения результатов метода обычно используют типовой бланк, но компании вправе составить стандартный бланк для своего производства.
Применение данного метода будет безуспешно, если этого требует клиент, а для предприятия это остается простой формальностью. Первый вопрос, который должен задаваться при проведении метода 8D, это «Кто виноват?», а не «Что делать?».
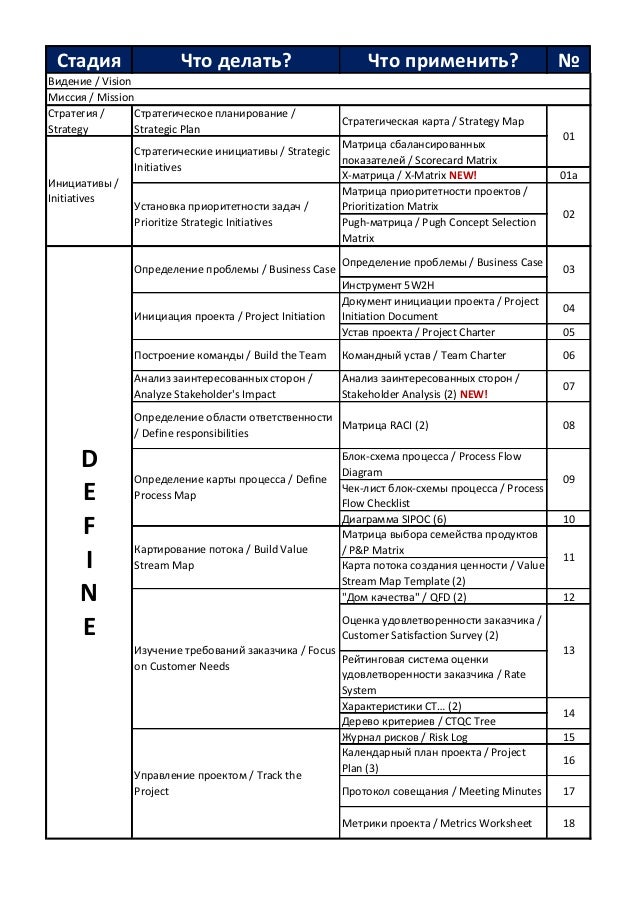
Таким образом, как уже было упомянуто выше, метод состоит из восьми ступеней, представленных в таблице 1
8 ступеней метода 8D[на основе 6]
Данные компании являются успешными в своих отраслях. Одной из причин такого успеха является то, что они думают об обучении своего персонала, т. к. это позволяет сократить проблемы на производстве, а при их появлении незамедлительно использовать методики анализа, одной из которых является метод 8D.
Таким образом, можно сделать вывод о том, что компания должна быть готова к проведению метода 8D заранее, обучая свой персонал использованию разных методик контроля качества.
9. http://www.up-pro.ru/library/production_management/systems/valerij_ mogilevec_vnedrenie_lininstrumentov.html
Похожие статьиОдним из требуемых, для воплощения методики QRQC, действий является проведение коротких и эффективных совещаний. Следуя принципу San Gen Shugi, совещания должны проходить на производственных территориях (Gemba) предприятия вместо кабинетов и конференц-залов. Частота проведения, как и спектр рассматриваемых проблем напрямую зависят от уровня QRQC. Традиционно принято различать три уровня совещаний:
В данной статье мы рассмотрим порядок проведения и структуру совещаний на уровне отдельной линии или участка. Прежде, чем приступить к рассмотрению материалов этой статьи редакция сайта настоятельно рекомендует ознакомиться с базовыми понятиями QRQC и принципами построения СМК организации, которая изобрела методику – Valeo. Перечень статей, о которых идет речь, образуют цикл под названием "Опыт Valeo”. Также, рекомендуем ознакомится с некоторыми шаблонами документов и таблицами, которые помогут Вам наглядно представить QRQC и попробовать его на практике. Рекомендуемые файлы Вы сможете найти в разделе Материалы сайта или по прямым ссылкам:
Совещание на уровне отдельного участка принципиально отличается от остальных тем, что не определено во времени. Количество совещаний также не ограничено. Проведение таких совещаний инициирует любой оператор данного участка или линии. Причиной может послужить появление ошибки или серии ошибок и, как следствие, остановка производства. Таким образом, обеспечивается достижение низкого показателя дефективности продукции и уровня брака. Обращаясь к опыту Valeo, следует заметить, что для некоторых участков и линий компании критичным считается возникновение хотя бы одного дефектного образца. Т.е. оператор вправе инициировать остановку линии при каждом нахождении дефекта.
Рассматривая возможности внедрения QRQC на предприятиях разного рода деятельности, непременно возникает вопрос об экономической выгоде данной методики. Остановка линии при возникновении единичной ошибки не всегда сможет обеспечить низкий показатель брака. К примеру, для линий ручной сборки такой подход вполне применим. Некоторые отраслевые стандарты качества даже подают перечень или описание единичных случаев, требующих немедленной остановки производства до выяснения обстоятельств. Но, рассматривая сложные процессы пайки печатных плат или химического синтеза веществ, возникает противоречие: с одной стороны, остановка производства предотвратит повторное возникновение дефектов, с другой – значительная часть дорогостоящих ресурсов может быть затрачена на настройку и оптимизацию процесса после запуска. В таком случае, более эффективно использование стоп матриц. Стоп матрицы служат для предотвращения серийных дефектов и не подвергают остановкам процесс при возникновении единичных. Кроме того, следует учесть, что для ряда процессов возникновение ошибки не может стать поводом для остановки. Например, доменный процесс выплавки чугуна принципиально не предусматривает возможности остановки.
Итак, при возникновении ошибки или серии однотипных ошибок происходит немедленное оповещение всех (читай ключевых) членов команды, подразделения или рабочей группы – собирается совещание на уровне линии/зоны/участка. Первоочередная цель совещания – рассмотреть дефект, возникающий из-за ошибки и оценить его критичность. Иногда приходиться иметь дело с дефектами, оценка значимости которых проводится, исходя из субъективных ощущений – например, косметические дефекты или любые другие, обнаружение которых проводится неоднозначно. Таким образом, первое, на что следует обратить внимание – это четкое понимание и согласие всей команды с классификацией отклонения как дефект.
Рассмотрение дефекта следует проводить:
Используя реальный (дефектный) образец
В том месте, где он возник
С тем оператором, который его обнаружил/создал
Оперируя данными о дефекте (частоте возникновения, времени первого возникновения и т.д.)
Выполнение указанных пунктов необходимо в рамках реализации принципа San Gen Shugi. В этот же пункт можно добавить отчет о дефекте: обо всех дефектах, возникших в ходе производственного процесса, должна сохраниться запись. Для ведения таких записей служит журнал Line QRQC.
Рассмотрев проблему и место ее возникновения, группа переходит к поиску причин и способов ее решения. Наиболее часто, для анализа ошибок и поиска причин используются методики 5Почему? и дерево анализа (FTA). Хотя, обозначенные методы рекомендованы и чаще всего используются для поиска и решения коренных проблем, это отнюдь не означает невозможности применения других методов анализа или модификации вышеуказанных. К примеру, очень часто дерево анализа или 5Почему объеденяются с причинно-следственной диаграмой. Гибриды таких методов также представлены на нашем сайте:
Очень важный момент - это подтверждение правильности анализа. Считается, что наилучшим способом верификации анализа, зная условия появления дефекта, является его воспроизведение. Если дефект удается воспроизвести (не обязятельно на реальных дорогостоящих деталях), то анализ причин был проведен верно. Соответственно, корректирующим действием станет устранение возможности возникновения таких условий, при которых возможно появление дефектов.
Найдя причины ошибки, команда фиксирует краткий отчет в журнале. Запись в журнале служит для накопления информации. В случае повторного возникновения ошибки полный отчет и способы ее решения всегда будут доступны членам команды. Запись также станет полезной для следующей смены, при изменении состава команды, для ответственных инженеров. Следует обратить дополнительное внимание на валидацию корректирующих действий: подтверждение действенности принятых решений проводится на протяжении 5 последовательных смен/дней.
Если же корректирующие действия не приносят результатов или, в силу каких либо изменений процесса, более не могут гарантировать устранения брака, то команда всегда может вернуться к анализу проблемы. Другими словами, не потребуется изобретать колесо, а всего лишь совершенствовать принятые меры.
Все вышесказанное, можно проилюстрировать на простом примере: представьте себя начальником смены или определенного производственного участка. Что вы будете делать, если возникнет проблема? Само собой, что к ее решению вы привлечете специалистов: инженеров-механиков, техников, технологов. Собранная Вами команда решит проблему и производство восстановится, но каждая затраченная минута понизит продуктивность линии. Что, если проблема повторится еще несколько раз за Вашу смену? Каждый раз Ваша команда будет принимать все новые и новые корректирующие действия, проводя более глубокий анализ. Если проблема возникнет в следующей смене, то собранная команда начнет анализ сначала, скорее всего, повторяя шаги и ошибки предыдущей смены. Если в конце смены Вам удастся устранить причины появления дефекта с небольшим изменением процесса, то следующая смена, скорее всего, при обнаружении отклонения вернет настройки процесса к задокументированным.
Самый простой способ заставить разные смены не наступать на одни и те же грабли - организовать пересменку, но что, если возникновение проблемы случается через смену или через день? В таком случае, информация, скорее всего, будет утеряна. Наличие же журнала Line QRQC способно устранить данную проблему.
короткие совещания на уровне участка проводятся по мере возникновения ошибок/дефектов
совещание требует вовлечения всего персонала участка к рассмотрению проблемы и поиску решения
совещание, как правило, сопровождается остановкой линии/производства
проблема, ее анализ и способ решения фиксируются в журнале Line QRQC
Остается лишь добавить, что проблемы, нерешенные на уровне Line QRQC передаются для решения на уровень выше. Процесс сопровождается заполнением листа эскалации и записью в журнале.
8D (EIGHT DISCIPLINE) - высокоэффективное средство для определения коренных причин несоответствий и внедрения корректирующих действий.
8D (EIGHT DISCIPLINE) – это ”методика восьми дисциплин”, созданная для разрешения проблем, связанных с недостаточным уровнем качества в производственном процессе, методологическим и аналитическим путем. Это высокоэффективное средство для определения коренных причин несоответствий, разработки и внедрения корректирующих действий .
В рамках 8D проводится доскональное изучение системы, в которой возникло несоответствие, и предотвращение возникновения подобного явления в будущем - повторяемости .
Основные преимущества данного метода работы над несоответствиями:
Каждый шаг 8D методики имеет в своем наименовании букву D, что означает discipline (дисциплина). Каждая из восьми дисциплин имеет свои входные и выходные информационные потоки. Типовой бланк 8D имеет восемь секций, каждая из которых определяет свою дисциплину.
Данная методология хорошо сочетается с Six Sigma проектами (повышение качества процессов и продукции), особенно в вопросах коммуникации и получения данных о несоответствиях от поставщиков. Овладев этой методикой, можно с успехом внедрять любые аналогичные методики, требуемые вашими заказчиками. - Такие крупнейшие компании, как Ford Motors Company. требуют от своих поставщиков применения способа разрешения проблем под названием - G8D (Global Eight Discipline). General Motors - PR&R (Problem Response and Solutions); Daimler Chrysler - 7 Steps; Honda - 5P.
ОСНОВНЫЕ ЭТАПЫ 8D
Дисциплина - D0. Подготовка
Основная задача на этом шаге - определить величину проблемы (несоответствия) и необходимость введения действий, направленных на предотвращение поступления некачественной продукции заказчику. Заказчик должен быть всегда защищен.
Дисциплина – D1. Команда
Команда (многофункциональная) людей для выполнения 8D должна состоять из представителей разных отделов, как правило, это:
Дисциплина – D2. Описание проблемы (несоответствия)
Необходимо понять и описать возникшую проблему. От того, насколько правильно описаны ваши несоответствия, в дальнейшем будет зависеть правильность определения коренной причины и корректирующих действий. Все члены команды должны понимать, что необходимо найти и разрешить именно коренную причину проблемы, а не ее симптомы.
Описание проблемы обычно содержит три элемента:
Дисциплина – D3. Определение временных мероприятий
На данном этапе необходимо определить - что мы должны сделать, что бы быть уверенными, что не осталось дефектной или вероятно дефектной продукции.
Дисциплина – D4. Определение коренной причины и ближайшей точки обнаружения несоответствий
На данном этапе 8D команда должна провести исследования и анализ коренной причины несоответствия. Вполне возможно, что это будет не одна причина, а целый ряд первоисточников проблемы. Основная задача - понять, каким образом проблема не была обнаружена на стадии проекта, производства, сборки и отгрузки. Главное правило на данном этапе - Только "Почему" и никогда "Кто".
Если причина уже найдена на этапе D2 и имеются данные о валидации, доказывающие правильность суждений – необходимо сразу перейти к наиболее близкой точке в процессе, где несоответствие должно было быть обнаружено. План контроля (Control plan) для данного продукта должен быть пересмотрен и данная точка должна быть внесена в него. Соответствующие изменения должны быть внесены в Рабочие инструкции и конструкторскую документацию на изделие, в соответствии с правилами процедур по Управлению документацией.
Дисциплина – D5. Разработка и верификация корректирующих действий для коренной причины и ближайшей точки обнаружения несоответствий
Данный пункт предусматривает разработку соответствующих корректирующих действий. До начала их внедрения должна быть достигнута уверенность, что данные действия будут эффективными и не создадут других, вторичных проблем. Необходимо так же провести расследование о возможности возникновения подобных проблем на других участках производства или изделиях.
Корректирующие мероприятия разрабатываются как для продукции, так и для системы качества
В форме 8D указываем:
Дисциплина – D6. Внедрение и валидация корректирующих действий
На данном этапе 8D следует уделить внимание плану внедрения корректирующих мероприятий.
При планировании принимаем во внимание следующие моменты:
Так же необходимо ясно определить:
Если у вас нет наглядных доказательств о решении проблемы - проблема не решена.
Дисциплина – D7. Выбор предупреждающих действий (ПД)
Общепринято, что главной задачей при разработке и внедрению ПД, является определение мероприятий применимых для схожих процессов в целях предотвращения подобных несоответствий. Одновременно необходимо учесть и внести соответствующие изменения в производственную и / или системную документацию.
Так же следует уделить внимание вопросам, поднятым в дисциплинах D2 и D4 касающимся системных ошибок. Цель данного мероприятия - изменение системы, позволившей возникнуть несоответствию.
Дисциплина – D8. Закрытие 8D
Признание вклада каждого из членов и всей 8D команды, является важным моментом в процессе корректирующих действий. Необходимо собрать мнения команды об эффективности 8D.
Специалисты ООО "Системы качества", имеющие реальный опыт анализа несоответствий, системной разработки и внедрения корректирующих и предупреждающих действий, проводят обучение и целевые проекты по внедрению методики 8D.
Заявки принимаются по телефону и электронной почтой.
Обращаем ваше внимание на то, что вся представленная на сайте информация носит ознакомительный характер и ни при каких условиях не является публичной офертой, определяемой положениями Статьи 437 (2) Гражданского кодекса Российской Федерации. Для получения подробной информации, пожалуйста, обращайтесь в головной офис компании ООО "Системы качества".
© Системы качества, 2011
Разработка сайта - PM Studio
Корпоративный семинар «Система профессиональных стандартов: готовимся к применению»
Реестр принятых профессиональных стандартов, законодательная база. Подготовка организации к применению профессиональных стандартов. Кадровые технологии, зависящие от введения профессиональных стандартов. Требования к кадровому делопроизводству в условиях внедрения профстандартов. Порядок приведения в соответствие наименований должностей в компании с профстандартами и квалификационными справочниками, корректировка должностных инструкций. Рекрутмент. Процедура отказа в приеме на работу. Изменение системы оплаты труда. Корректировка штатного расписания. Процедура подтверждения квалификации. Повышение квалификации работника в соответствии с профессиональными стандартами. Организация обучения работника в случае несоответствия профстандарту. Порядок перевода работника на другую должность или расторжение трудового договора по результатам оценки.
![]()



Сообщение об ошибке 404:
Страница не найдена по адресу http://www.kadrovik.ru Извините, но запрошенной вами страницы, http://www.kadrovik.ru, не существует на сайте " кадровый портал КАДРОВИК.РУ "
10 наиболее читаемых статей
Попробуйте перейти главную страницу: Вы может попробовать перейти на главную странизу сайта: кадровый портал КАДРОВИК.РУ И продолжить свой поиск оттуда.

© ВКК-Национальный союз кадровиков 2002-2016
Секретариат НСК тел. (495) 937 49 55
129164, Москва, а/я 23
e-mail: nsk@kadrovik.ru
При полном или частичном копировании материалов гиперссылка на страницу первоисточника обязательна.
веб-дизайн | оптимизация | продвижение
Время формирования страницы: 1475496198.9459 сек.

Корпоративный семинар-тренинг. В основе семинара лежит развернутый анализ факторов, связанных с изменчивостью и неопределенностью как внешней среды предприятия, так и внутренних процессов. К числу таких факторов можно отнести, например, колебания спроса, изменение цен на энергоносители, сырье, болезни работников, износ оборудования и т.п. Попытка управления производственными процессами без учета этих, в общем случае, непредсказуемых факторов, приводит к серьезным негативным результатам. Естественные следствия такого подхода: постоянные производственные авралы, решение проблем в стиле «тушения пожаров», зависимость процессов от «административного рычага».
В ходе предлагаемого семинара-тренинга слушатели узнают об основных причинах изменчивости, о том как их обнаружить, оценить и устранить. Большое внимание уделяется современным инструментам организации процессов управления в условиях неопределенности а также инструментам системного решения проблем.
Целевая аудитория семинара - руководители и специалисты производственных подразделений (директора производства, начальники цехов, мастера), службы качества, отделов развития.
Продолжительность семинара - 16 часов (2 дня).
Часть 1. Введение в статистическое управление процессами

Часть 2. Современные технологии статистического управления
Стоимость проведения мероприятия - 50 тыс. рублей за день.
В стоимость входит 20 комплектов раздаточных материалов.
По итогам обучения участникам выдаются сертификаты.
Заказать курс, получить подробные сведения .

Цель данного метода - прежде всего не допустить дефектную продукцию до клиента
QRQC - это комплексная задача, и она должна всегда применяться командой.
В отличие от других методов решения проблем, QRQC решает проблему на месте ее возникновения, потому что именно там можно обнаружить фактические причины, реальные данные и немедленно отреагировать на проблему.
1.Менталитет, основанный на 3 реалиях. реальное место, реальные детали, реальные данные.
2.Структура включает в себя всех сотрудников завода, чтобы обеспечить быструю реакцию и практическое обучение
3.Применение инструментов решения проблем с целью обеспечения логического мышления.
•Быстрое решение текущих проблем на том участке, где проблема возникает.
•Большую степень вовлеченности и реагирования со стороны каждого
•Действительные изменения в деятельности предприятия
6 ключевых пунктов QRQC :
Реальное место: исследовать проблемы на производственной площадке с целью выявления фактических причин (никакого мозгового штурма в переговорных за пределами производственной площадки)
Реальные детали: проведите анализ некачественных деталей и сравните их с качественными.
Реальные данные: используйте данные, собранные для проведения анализа проблемы (диаграммы с предыдущими сведениями о некачественных деталях, показатели оценки деталей и процессов. )
Немедленное реагирование: остановка при обнаружении дефекта и немедленное внедрение сдерживающих действий (андон).
Логическое мышление: используйте логический подход (инструменты решения проблем. ). Запретите мнения.
Практическое обучение: руководство в полной мере учувствует в применение подхода QRQC: дает рекомендации, поздравляет команды … и обеспечивает применение и эффективность QRQC.

Когда у вашей организации появляются проблемы, то решить их надо быстро. При этом вам необходимо подходить к решению вдумчиво и не допустить повторного появления проблем, а это требует времени и усилий.
Метод решения проблем 8D помогает решить проблему быстро и профессионально. В этой статье мы внимательно азберем все шаги метода 8D и покажем как вы можете использовать его для решения серьезных проблем.
Происхождение метода 8DКомпания Ford разработала процесс решения проблем 8D (8 Дисциплин) и опубликовала его в своем руководстве «Команда ориентированная на решение проблем» в 1987 году. В середине 90-х в компании решили добавить еще один шаг с номером 0 (ноль) – D0 Планирование. Сейчас процесс является частью глобальных стандартов Ford и называется Global 8D.
Процесс 8D создавался с целью помочь командам решать проблемы по качеству и безопасности, и при этом искать постоянные решения и предотвращать их повторное появление. Несмотря на то, что 8D изначально применялся в автомобильной и аэрокосмической индустрии, он также с успехом может быть применен на любом предприятии.
Метод описан на рисунке ниже. Пропускать шаги нельзя, необходимо последовательно выполнять каждый из них – только тогда метод будет эффективным.
D0. ПланируйтеПрежде чем собирать команду, продумайте ваш подход к решению проблемы. Определите, кто вам нужен для решения, сколько времени у вас есть, какие ресурсы вам нужны, чтобы провести расследование.
D1. Соберите командуСформируйте команду, члены которой обладают навыками необходимыми для решения данной проблемы. Также члены команды должны иметь достаточно времени, энергии для участия в команде 8D. И они должны дать свое согласие на то, что будут участвовать в решении проблемы. Этот commitment с их стороны очень важен для успеха.
Команда с одной стороны должна быть разнообразной, с другой ее не должны раздирать противоречия. Иначе вы будете проводить много времени в спорах, вместо того, чтобы искать решение проблемы.
D2. Опишите проблемуПосле формирования команды опишите проблему. Для формулировки проблемы существует множество методик. Мы уже писали о методике 5W2H. но есть и другие методы. Вы можете описать ситуацию в виде блок-схемы или в виде временной линии с основными событиями приведшими к проблеме.
В этой статье мы расскажем о методе CATWOE, который также можно использовать для описания проблемы.CATWOE – это аббревиатура, ее расшифровку мы приводим ниже. Суть метода последовательно опишите проблему фокусируясь на каждом из слов составляющих CATWOE. Начните с клиентов и двигаетесь до ограничений.
D3. Разработайте временные / сдерживающие мероприятияТ.к. решение проблемы еще не найдено, то есть большой риск, что прямо сейчас проблема повторяется снова и снова. Вам нужно остановить это и принять временные меры к пресечению распространения проблем за пределы вашей организации (к вашим клиентам).
Временными мерами может быть – полная блокировка продукции, дополнительная сортировка, двойной-тройной контроль, усиленные инспекции. Это также может быть установка временных датчиков и работа не по процессу, а по усложненной схеме.
Команда должна решить каким образом остановить распространение проблемы и сделать это. Не фокусируйтесь на причинах проблемы – этим вы займетесь позже.
D4. Определите и устраните коренные причиныТеперь время поиска коренных причин проблемы. Отдельно об этом шаге мы писали здесь. Используйте для поиска коренных причин диаграммы Ишикавы или другие причинно-следственные диаграммы и инструменты. Дополнительно всегда пробуйте обнаруженные причины «на зуб» и используйте метод «5 Почему?».
Важное замечание! Необходимо искать не только причину возникновения, но и причины, по которым брак дошел до потребителя. В англоязычной литературе это называется escape path, т.е. «путь побега». Пренебрегать этим поиском escape path не стоит, часто можно обнаружить не просто пробелы, а настоящие дыры, через которые некачественная продукция попадает на рынок.
Когда причины найдены, разработайте решение. Все члены команды должны согласиться с ним. Если есть противники решения, то имеет смысл записать их опасения и отдельно поискать решения для их устранения.
D5. Разработайте корректирующие мероприятияЕсли коренные причины установлены верно, то корректирующие мероприятия очевидны. Если команда «плывет» и не может четко выработать решение, то вернитесь на 1 шаг назад к определению коренных причин.
Очень важно проверить выбранные мероприятия на небольшом участке, прежде чем их внедрять. Необходимо исключить негативное воздействие выбранных мероприятий. Мы составили небольшой список требований к корректирующим мероприятиям
Внедрите мероприятия, которые были выбраны на предыдущем этапе. На этом шаге важно просто сделать то, о чем вы договорились. Используйте списки дел и регулярно отслеживайте их статус.
D7. Разработайте предупреждающие мероприятияПосле того как вы внедрили мероприятия и убедились, что они решили проблему, соберите команду вместе и разработайте мероприятия по предотвращению появления данной проблемы в будущем. В новой версии стандарта ИСО 9001:2015 работе с рисками уделяется особенное значение и место. Вам необходимо уметь управлять рисками, и именно предупреждающие мероприятия и есть это управление (по крайней мере важная часть этого процесса).
Как правило предупреждающие меры связаны с обновлением стандартов и инструкций. Это влечет за собой необходимость в обучении. А следом появляются новые пункты в чек-листах внутренних аудитов.
Используйте связку Карта процесса -> FMEA -> Control Plan -> Work Instruction для последовательного внедрения управления выявленных рисков в ежедневную практику.
D8. Поздравьте командуВажный шаг, которым часто пренебрегают – поздравьте свою команду. Соберите их всех, и скажите о вкладе каждого из членов команды в решение проблемы. Будьте искренни. Пусть ваши слова будут личными. Позвольте всем высказаться. Это должен быть свободный обмен мнениями, который должен завершиться на позитивной ноте. Если позволяет бюджет вашей организации устройте небольшую cake partyб выпейте вместе кофе. Празднуйте вместе!