


 Рейтинг: 4.0/5.0 (1650 проголосовавших)
Рейтинг: 4.0/5.0 (1650 проголосовавших)Категория: Бланки/Образцы
Таким образом, планированию и формированию ассортимента предшествует разработка ассортиментной политики, дающей научное обоснование и практически выполнимое представление о перспективном ассортименте организации, его оптимальном варианте, опирающемся на прогнозные данные относительно характера будущего спроса и потенциальных возможностей удовлетворять предполагаемый спрос.
Целевая направленность и искусство планирования проявляются в том, чтобы воплотить реальные и потенциальные возможности организации в определенное соотношение товаров, удовлетворяющих потребности покупателей на высоком уровне и позволяющих получить достаточную прибыль.
Типичный цикл планирования ассортимента и реализации его в коммерчески успешные товары включает в качестве исходного момента предварительную оценку замысла, за которым следует разработка спецификаций, основанных на требованиях потребителя, создание опытных образцов, проверку возможностей массового производства, рыночный тест товара с целью выявления его конкурентоспособности, соответствия требованиям рынка и прибыльности.
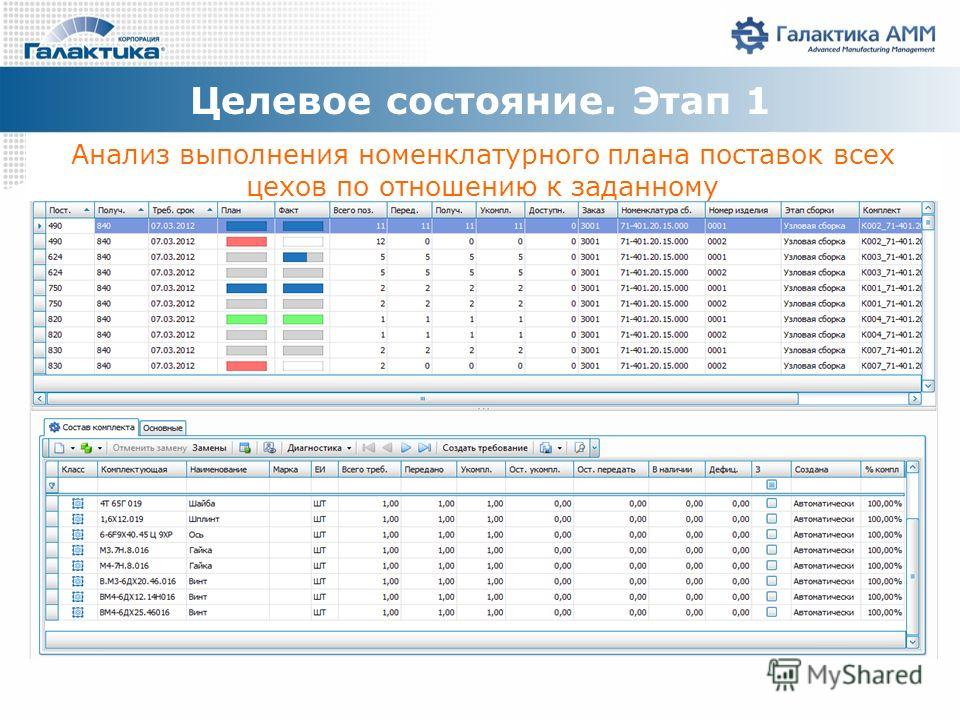
11.2. Анализ выполнения планов по номенклатуре и ассортименту выпускаемых товаровНеобходимым элементом аналитической работы в организации является анализ выполнения плана по номенклатуре и ассортименту.
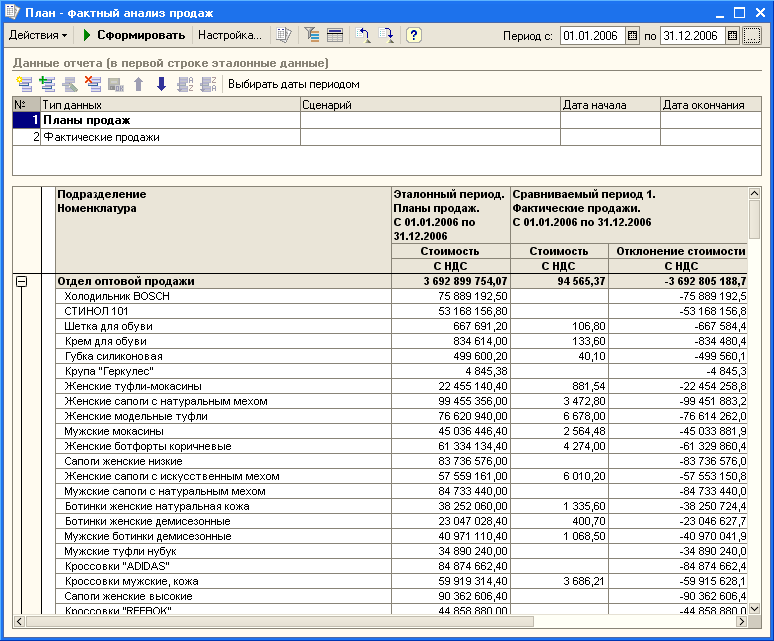
Оценка выполнения плана по номенклатуре основывается на сопоставлении планового и фактического выпуска товаров по основным видам, включенным в номенклатуру.
Оценку выполнения плана по ассортименту можно проводить разными способами. Наиболее простым является способ наименьшего процента. При его применении определяется процент выполнения плана только по тем позициям ассортимента, по которым фактическое количество меньше запланированного. Наиболее распространенным способом оценки является исчисление среднего процента. Суть этого способа заключается в том, что в выполнение плана по ассортименту включаются фактические данные в пределах плана.
где Пасс – выполнение плана по ассортименту, %;
Vфi – фактический объем производства товаров i-ого вида в пределах плана, тыс.руб.;
Объем производства товаров, выпущенные сверх плана или не предусмотренных планом в расчет выполнения плана не принимаются. План по ассортименту считается выполненным только в том случае, если выполнено задание по всем видам товаров.
Анализ выполнения плана по ассортименту приведен в примере (Таблица 5.5.).
Выполнение плана по ассортименту товаров






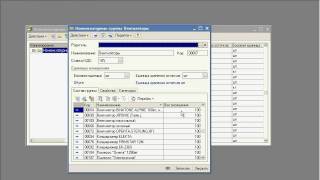











Номенклатурно-календарный план (НКП) определяет номенклатуру и количество подлежащих изготовлению деталей и сборочных единиц в соответствии с их применяемостью в изделиях, распределенных в сборочном цехе для выпуска по календарным периодам года. Состав и количество деталей и сборочных единиц в изделиях должны быть определены до начала формирования номенклатурно-календарного плана, так как данная информация и программа выпуска распределенных изделий являются основными элементами выполнения этой работы.
Формирование номенклатурно-календарных планов является одной из наиболее сложных задач планирования. От правильной организации и проведения работ по формированию номенклатурно-календарного плана во многом зависит качество производственных программ и слаженная работа механообрабатывающих и заготовительных цехов, обеспечивающая равномерную сборку изделий. При распределении деталей и сборочных единиц по плановым периодам года для каждого цеха необходимо принимать во внимание те же целевые функции и ограничения, которые приведены в предыдущем разделе, заменяя наименования изделий на сборочные единицы и детали.
Процесс формирования номенклатурно-календарного плана включает следующие основные этапы:
Рассмотрим основные положения по формированию номенклатурно-календарного плана на примере цехов серийного производства. В условиях серийного производства при устойчиво повторяемой номенклатуре изделий и программного задания по их выпуску возможны различные варианты распределения деталей и сборочных единиц по плановым периодам года. Так, в каждом из цехов номенклатура может быть представлена:
Как правило, для цехов серийного производства характерны все три варианта распределения номенклатуры. Однако третий встречается наиболее часто. Отсюда вытекают следующие особенности разработки номенклатурно-календарного плана:
Сущность расчета плана по первому варианту заключается в том, что номенклатура и объем выпуска ДСЕ в каждом плановом периоде года определяются в соответствии с периодичностью их запуска в обработку нормативными партиями. При этом выпуск деталей и сборочных единиц каждого наименования рассчитывается таким образом, чтобы плановый выпуск данного цеха обеспечивал необходимый объем запуска в следующем по технологическому маршруту подразделении. Потребность каждого цеха в деталях и сборочных единицах для запуска исчисляется исходя из объема их выпуска данным подразделением с учетом неизбежных потерь (наладка, испытание, настроечный брак) и необходимого пополнения задела до нормы.
Сущность расчета плана по нормам опережения заключается в том, что на основании применяемости ДСЕ в изделии, сборка которого запланирована в последнем месяце года (полугодия, квартала), и программы выпуска изделий определяется необходимое количество деталей и сборочных единиц для запуска. Количество партий, которое надо выпустить, чтобы обеспечить потребность сборки в ДСЕ, определяется на основе расчетных данных о требуемом количестве деталей и сборочных единиц данного наименования и нормативном размере партии. По сроку выпуска изделия (серии изделий) и нормам опережения рассчитываются сроки запуска-выпуска сначала последней партии, а затем (в соответствии с установленной периодичностью) — всех остальных. В этих условиях число партий обработки деталей обычно невелико, и поэтому они запускаются квартальными партиями. При этом следует лишь определить месяц, в котором будет запускаться и выпускаться такая партия.
В условиях серийного производства при формировании номенклатурно-календарного плана следует учитывать еще одну особенность, которая относится к планированию производства унифицированных и стандартных деталей. Способы планирования производства таких деталей устанавливаются в соответствии с характером их использования на сборке. Эти детали можно разделить на регулярно и нерегулярно применяемые. Производство регулярно применяемых деталей планируется по принципу «подачи деталей на склад». Производство деталей, применяемых в ограниченном количестве изделий и нерегулярно применяемых на сборке, планируется на основе принципов расчета, которые используются при планировании оригинальных деталей.
Comments are closed .
Политика и цели в области качества
Руководство ОАО ''Промтрактор'' обеспечивает свидетельство принятия обязательств по разработке и внедрению СМК через:
а) доведение до персонала требований потребителей (ориентация на потребителя);
б) разработку Политики в области качества;
в) разработку целей в области качества;
г) проведение анализа системы менеджмента качества;
д) обеспечение необходимыми ресурсами.
Политика в области качества известна и понятна всем работникам ОАО ''Промтрактор''. Политика в области качества является основой для постановки и анализа целей в области качества и объектом постоянного анализа со стороны высшего руководства с целью ее оперативной актуализации.
Цели в области качества (тактические и стратегические) разрабатываются, доводятся до сведения работников предприятия, систематически анализируются и пересматриваются по мере необходимости согласно установленному в ОАО ''Промтрактор'' порядку:
руководители функциональных направлений, в чьи функции входит реализация Политики в области качества оформляют цели в области качества в своих подразделениях в виде «Целей», согласованных с ОПР. Дочерние предприятия и заводы (производства) ОАО «Промтрактор» оформляют цели в области качества документом установившейся практики, согласованным с ОПР (в виде «Политики», «Целей» или «Задач»).
Руководители подразделений (до уровня отделов), входящих в состав самостоятельных структурных подразделений ОАО «Промтрактор», в т.ч. в состав основных заводов (производств), оформляют свои задачи в области качества и согласовывают их с уполномоченными по СМК самостоятельных структурных подразделений.
Кадровые, бухгалтерские, экономические и финансовые службы оформляют задачи в области качества в целом по самостоятельному структурному подразделению.
Для дочерних предприятий задачи в области качества оформляются подразделениями, руководители которых задействованы в функционировании бизнес-процессов СМК. Задачи в области качества должны быть согласованы с уполномоченными по СМК дочернего предприятия.
К ресурсам, необходимым для внедрения и поддержания в рабочем состоянии системы менеджмента качества и постоянного улучшения ее результативности, относятся:
инфраструктура (производственные помещения, рабочее пространство, средства труда и оборудование, вспомогательные службы, информационные технологии, транспортные средства);
производственная среда (комбинация человеческого и физического факторов);
Планирование своевременного наличия ресурсов в ОАО ''Промтрактор'' осуществляется с целью повышения удовлетворенности потребителей посредством выполнения их требований.
? Весь персонал ОАО ''Промтрактор'', руководящий, выполняющий и проверяющий работу, влияющую на качество, проходит обучение на тему требований МС ИСО 9001.
Система обучения, внедренная в ОАО ''Промтрактор'', позволяет всем сотрудникам повышать свой профессиональный уровень.
При выборе кандидатов на должности принимаются во внимание их образование, квалификация и опыт.
Существующие процедуры обеспечивают периодическое определение потребностей по образованию сотрудников, которые влияют на функционирование системы менеджмента качества.
? Записи об образовании, подготовке, навыке и опыте поддерживаются в рабочем состоянии.
Инфраструктура (включая вопросы окружающей среды, связанные с инфраструктурой), определенная в ОАО ''Промтрактор'' для обеспечения процессов жизненного цикла продукции, поддерживается в рабочем состоянии, (здания, рабочее пространство, оборудование, программные средства, транспорт, связь - телефон, услуги Интернета, информационные технологии). Программное обеспечение и базы данных на электронных носителях входят в состав информационной системы ОАО «Промтрактор». Правила управления информационными ресурсами (информацией и средствами обеспечения, как программными, так и техническими) регламентированы соответствующими Регламентами и стандартами предприятий
Руководство ОАО ''Промтрактор'' обеспечивает позитивное влияние производственной среды на мотивацию, удовлетворенность и работу персонала с целью улучшения деятельности предприятия. Производственная среда включает физические, социальные, психологические и экологические факторы
Финансовое обеспечение системы менеджмента качества (планирование, обеспечение наличия и управление финансовыми ресурсами) ОАО ''Промтрактор'' ведет к планомерному сокращению внутренних и внешних отказов продукции. Процессы управления финансами, бюджетирования и бухгалтерского учета автоматизированы в информационной системе «Парус».
Планирование процессов жизненного цикла продукции
* Модель системы менеджмента качества ОАО ''Промтрактор'' основана на процессном подходе. Все идентифицированные процессы осуществляются в управляемом состоянии согласно модели улучшения процесса PDCA (Цикл Деминга-Шухарта).
* Планирование повторяющейся продукции осуществляется в соответствии с «Порядком планирования деятельности и отчетности предприятий, управляемых ООО «ККУ «КТЗ».
* Планирование новой продукции начинается с установления целей по качеству. Затем устанавливаются требования к продукции и критерии ее приемки, определяется необходимость разработки процессов и действий по верификации, валидации, мониторингу, контролю и испытаниям продукции и процессов.
* При необходимости, применительно к конкретному контракту (продукции, процессу) разрабатывается более детальная программа качества.
* Требуемые записи определены соответствующими внутренними процедурами.
Процессы, связанные с потребителями
? Успешная деятельность предприятия при заключении контракта обеспечивается строгим соблюдением процедуры анализа контракта, обуславливающей полное понимание нужд потребителя на стадии формирования требований.
Проекты контрактов (договоров) на продукцию ОАО ''Промтрактор'' составляются на основании заявок на изготовление и поставку.
Поступающие заявки регистрируются в ОАО «Четра-ПМ» и, при необходимости, согласовываются со всеми связанными подразделениями на предмет возможности изготовления продукции.
При получении предварительного согласия от потребителя проект контракта (договора) согласовывается с заинтересованными подразделениями по техническим возможностям, по срокам изготовления, по уровню цен и форме оплаты. Все этапы прохождения контракта (договора) регистрируются.
? При получении дополнительных требований к действующему контракту (договору) от потребителей, а также в случае происшедших в ОАО ''Промтрактор'' изменений внутренних условий, повлекших за собой изменения требований контракта (договора), оформляются изменения к контракту (договору).
? Все заявки и оформленные контракты (договоры) регистрируются и хранятся. По заключенным договорам производится их анализ.
? Информация, основанная на обратной связи с потребителем, позволяет улучшать разработку продукции и техническое обслуживание.
Рассмотрим процесс планирования на примере процесса планирования производственных заданий на ОАО «Промтрактор».
Процесс планирования производственных заданий регулируется СТП 131-020-001-97 (Система менеджмента качества. Оперативно- календарное планирование и регулирование выполнения производственных заданий). Настоящий стандарт устанавливает организацию, и порядок обеспечения выполнения производственных заданий раздел 7.5 ИСО 9001: 2000.
Стандарт обязателен для всех подразделений ОАО «Промтрактор» (далее - предприятие), связанных с выпуском продукции основного производства.
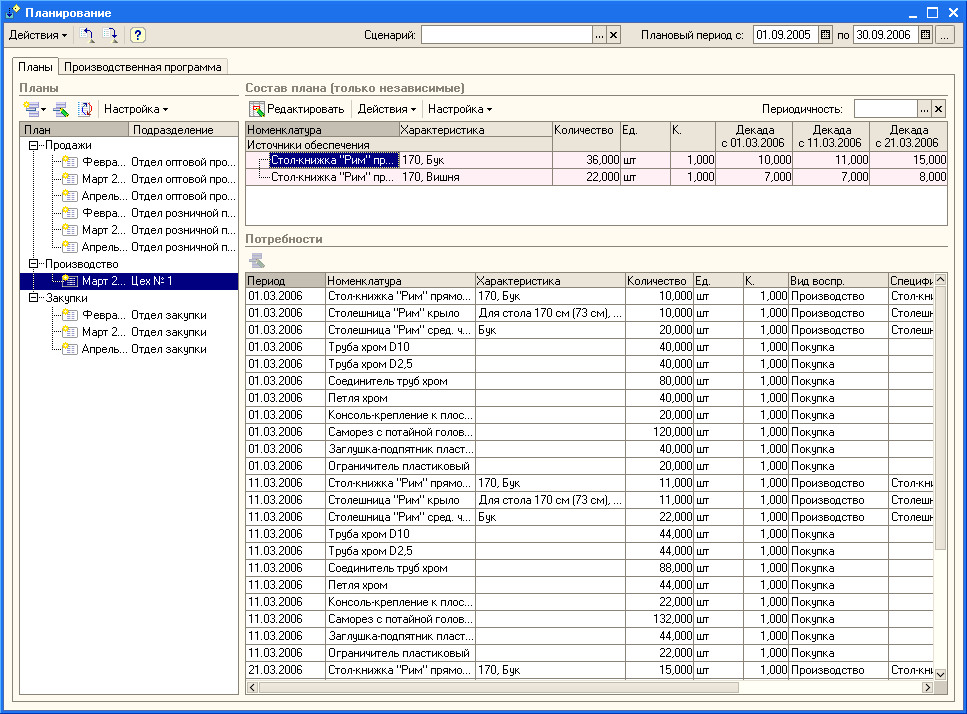
Общие положения Процесс формирования подетальной производственной программы состоит из следующих стадий:· передача в АСУП предприятия плана товарного выпуска (на год, на квартал «скользящий», на месяц);
· расчет номенклатурного плана;
· расчет производственной программы;
· корректировка плана товарного выпуска.
План товарного выпуска предусматривает номенклатуру товарного выпуска в номенклатурном выражении по оперативному план-графику выпуска готовой продукции (приложение 1).
Расчет номенклатурного плана Номенклатурный план (приложение 2) рассчитывается на основе ведомости технологических маршрутов и спецификации с учетом только плана товарного выпуска. Потребность каждой детали рассчитывается по формуле: - потребность детали А; Алгоритм планирования и регулирования производственных заданий- количество изделий i + К, предусмотренных по плану товарного выпуска тракторов, запасных частей, кооперированных поставок и товаров народного потребления;
- применяемость детали А в изделиях i + К, запланированных по плану товарного выпуска.
Полученная потребность производства детали планируется для каждого цеха, включенного в технологический маршрут изготовления данной детали.
Расчет производственной программы по цехам Производственная программа рассчитывается ежемесячно на основе плана товарного выпуска продукции с учетом:· сложившегося уровня незавершенного производства (НЗП) на начало планового периода, с начала года;
· недовыполнения, перевыполнения плана прошлого месяца, с начала года;
· возникших отклонений от хода производства в прошлом месяце;
· нормативного уровня НЗП.
АСУП завода на основе полученной информации постоянно обновляет архив состояния производства. Первого числа планируемого месяца АСУП производит расчет производственной программы на основе указанного архива.
Производственные программы рассчитываются по формуле:
- сдача деталей, (2)
- потребность детали А цеха Z с начала года;
- сводная норма задела детали А цеха Z на начало года;
- сводный остаток детали А в цехе Z на начало года;
- сводное отклонение детали А в цехе Z с начала года.
Корректировка плана товарного выпуска Производственно-диспетчерское управление (ПДУ) ОАО «Промтрактор» в срок до первого числа каждого месяца, предшествующего планируемому, производит корректировку плана товарного выпуска с помощью установленных технических средств. При корректировке плана товарного выпуска учитывается следующие обстоятельства: Изменение цифр плана на наступивший месяц в связи с изменением производственных и прочих ситуаций. Изменение цифр плана на истекший плановый месяц на величину безнадежного отставания от плана с начала года, с момента последней корректировки планов по данному обстоятельству. На основании произведенных изменений АСУП проводит перерасчет:· потребности деталей, сб. единиц на начало наступающего планируемого месяца;
· потребности деталей, сб. единиц на конец наступающего планируемого месяца, которые учитываются при расчете производственной программы наступившего планируемого месяца (приложение 3)
Производственная программа пересчитывается еженедельно с учетом изменения плана комплектации и ВТМ в электронной версии. Допускается расхождение между бумажным носителем и электронной версией. Контрольной информацией является электронная версия.
Учет движения деталей в основном производс т ве Установление порядка движения деталей, сборочных единиц должно обесп ечивать:· достоверный учет движения деталей и полуфабрикатов в производстве;
· повышение уровня автоматизации учетных работ в основном производстве;
· своевременный и качественный расчет задач по планированию, учету, контролю и анализу за ходом производства.
Оперативный учет движения предметов (заготовок, деталей, сборочных единиц) в процессе производства предназначен для:
· контроля готовности изделия и отдельных его частей по состоянию на каждый день для регулирования производства и уточнения плановых заданий;
· контроля сохранности обращающейся в производстве незаконченной продукции.
Оперативный учет движения продукции подразделяется на:
· движение предметов в пределах данной стадии производства (внутрицеховое движение);
· движение предметов по стадиям производства (межцеховое движение продукции).
Ежедневно результаты производства фиксируются на первичных учетных документах, которые позволяют быстро и точно определить, насколько фактическое движение в производстве многочисленных частей изделия опережает план или отстает от него.
Основными первичными документами при учете движения деталей, сб. единиц являются следующие:
· приемо-сдаточная накладная формы №ПГ-63, (приложение 4);
· акт о браке (отрывной талон), СТП 131-021-009;
· дефектная ведомость к акту о браке, СТП 131-021-009;
· сличительная ведомость результатов инвентаризации НЗП (приложение 5);
· инвентаризационная опись (приложение 6);
· акт о списании материалов, заготовок, полуфабрикатов (приложение 7).
Основным условием практического применения всех форм оперативного учета является обязательное наличие твердо установленного и тщательно соблюдаемого порядка прохождения первичных документов, чтобы данные учета точно совпадали с фактическим наличием продукции и правильно отражали состояние ее готовности.
Движение предметов необходимо четко отмечать по приемо-сдаточным накладным на поступление и сдачу деталей, сб. единиц из цеха в цех. Все учетные документы ежедневно должны быть зарегистрированы в ПДО заводов, отделе планирования ПДУ, складе готовых деталей (СГД), центральном складе готовых деталей (ЦСГД).
Для полной идентификации стадий обработки деталей, степени готовности сборочных единиц вводится понятие цикл цеха, представляющий собой номер цеха (через определенные интервалы) в технологическом маршруте изготовления детали, сб. единицы, номер цикла по данной детали закрепляется за цехом постоянно и не изменяется в связи с изменением технологического маршрута. Цикл цеха определяет степень готовности детали.
Все движения деталей должны отражаться по технологическим маршрутам, которые приведены в центральной базе данных ведомостей технологических маршрутов (ВТМ) в электронном варианте. Все остальные движения деталей, сб. единиц рассматриваются как отклонения от нормального хода производства и учитываются для восполнения программ выпуска изделий.
Отклонения в производстве делятся на отклонения по выпуску, составу и технологии:
· отклонения по выпуску продукции включают окончательный брак, результаты инвентаризации, списание материалов на наладку оборудования и т.д. в соответствии с СТП 131-021-009.
· отклонения по составу включают всевозможные замены материалов, деталей (приложение 8);
· отклонения по технологии учитывают отклонения от установленных маршрутов и дополнительные работы, вызываемые несоответствием материалов, оборудования, инструмента от предусмотренных технологий.
При обработке движений сборочных единиц производится автоматическое списание входящих в сборочную единицу деталей, материалов в цехе регистрации движения. Отклонения в соответствии с применяемостью распространяются на все цеха технологического маршрута, начиная с поставщика цеха - регистрации отклонения и отражаются в учетном регистре «отклонение».
В самом цехе - регистрации движения отклонения отражаются в учетных регистрах:
· брак в числе прочих расходов.
Количественные характеристики движения дет а лей Основными учетными данными движения деталей являются:· приход по маршруту;
· приход прочий (не по маршруту);
· расход по маршруту;
· расход прочий (не по маршруту), в том числе брак;
Эти данные ведутся с нарастающим итогом с начала года, с начала месяца, за сутки. Предусматриваются так же следующие учетные данные:
· остаток на начало года;
· остаток на начало месяца;
· остаток текущего месяца.
На особоучитываемые сборочные единицы заполняется карточка по форме И602 - «Карточка учета детали» (приложение 9).
Поступления деталей, сб. единиц от других подразделений предприятия отражаются в реквизите «Приход по маршруту за сутки» ежедневно и ведется накопление данных поступления с начала года и с начала каждого месяца по всем цехам основного производства.
Поступления деталей, сб. единиц в подразделения завода не по маршруту, прочие поступления и оприходование излишков по акту инвентаризации отражаются в реквизите «Приход прочий» ежедневно и ведутся накопления данных с нала года и с начала каждого месяца.
Все списанные детали, сб. единицы, отпуск подразделениям не по маршруту, списание недостач по акту инвентаризации, замена деталей отражаются в реквизите «Расход прочий» ежедневно и ведутся накопления данных с начала года и с начала каждого месяца.
Все это отражается в реквизите «Отклонение» за сутки ежедневно и ведутся накопления с начала года и с начала каждого месяца.
В результате обработки движения деталей за сутки АСУП предприятия выдает следующие машинограммы в ПДУ, ПДО заводов:
· сводка сдачи деталей (приложение 10);
· сводка поступивших деталей (приложение 11);
· сводка списанных деталей на изготовление сборочных единиц;
· сводка изменений архива «Состояние производства» (приложение 12);
· сводка прочих расходов (приложение 13);
· сводка прочих поступлений деталей, сб. единиц (ДСЕ) (приложение 14).
В сводке сдачи деталей за смену отражаются только те записи деталей и сб. единиц, маршруты и обозначения, которые соответствуют ведомости технологических маршрутов, детали и сб. единицы, не нашедшие соответствия ведомости технологических маршрутов, отражаются в машинограмме (МГ) «Список непринятых регистраций».
В сводке поступивших деталей отражаются все поступления деталей в цех в порядке:
· межцеховых передач по маршруту;
· межцеховых передач не по маршруту;
· оприходование излишек при инвентаризации и т.д.
В сводке списанных деталей на изготовление сборочных единиц отражается изготовление сборочной единицы, списание входящих в сборочную единицу деталей.
В сводке прочих расходов отражаются все расходы деталей, сб. единиц, кроме межцеховых передач по маршруту, которые распечатываются в «Сводке сдачи готовой продукции».
В МГ «Сводка изменений укомплектованности деталей» отражаются все изменения укомплектованности деталей цеха, происшедших по вине других цехов, отклонения от нормального хода производства по собственной вине распечатывается в «Сводке прочих расходов» и в «Сводке поступивших деталей».
В МГ «Список изменений архива», «Состояние производства» отражаются все коррективы реквизитов архива.
Основные формулы для расчета календарно-плановых нормативов Календарно-плановые нормативы рассчитываются исходя из пооперационно-трудовых нормативов по цеху. Такт запуска (периодичность повторения партии в производстве) определяется по следующей таблице:Размер партии определяется по формуле:
- суточная потребность детали, сборочной единицы по нарастающему плану производства с начала года;
- сводный процент техпотерь на партию.
Длительность производственного цикла обработки партии деталей в цехе рассчитывается по формуле:
1,34 - коэффициент, учитывающий время межоперационного пролеживания и подготовительно-заключительного времени;
- суммарная трудоемкость обработки по всем цехам согласно ВТМ;
S - сменность работы цеха по данной детали;
450хS - фонд времени в минутах за сутки (7,5х60);
- коэффициент параллельности, учитывающий параллельность выполнения операций.
Технологический нормативный задел деталей, сборочных единиц в незавершенном производстве по каждому цеху технологического маршрута рассчитываются в штуках по формуле:
По складам готовых деталей и сборочных единиц ПДУ определяет мин и мальный страховой запас в днях для обеспечения бесперебойной работы цехов. Страховой запас ДСЕ в штуках рассчитывается по формуле: - страховой запас в днях по складу. Сводный нормативный задел ДСЕ в штуках рассчитывается по формуле: i - цеха согласно технологическому маршруту ДСЕ. Контроль создания заделов в производстве Незавершенное производство создается с целью обеспечения ритмичного и планомерного выпуска продукции на всех стадиях ее изготовления. Для оценки состояния незавершенного производства используется коэффициент комплектности нормативного задела. Определение коэффициента комплектности нормативного задела по цеху. Коэффициент комплектности по цеху определяется по формуле: - количество наименований деталей, сборочных единиц с минусовым отклонением фактического задела от нормы j-му цеху; - общее количество наименований деталей, сборочных единиц по J-му цеху. Коэффициент комплектности по заводу вычисляется по формуле: Р - количество цехов на заводе; - сумма коэффициентов комлектности по цехам. Баланс движения деталей, сб. единиц собственного изготовления, покупных и комплектующих изделий в производстве является основным обобщающим документом контроля движения и остатков деталей, сб. единиц, изделий в производстве. На основании введенных данных о движении деталей и покупных полуфабрикатов в ЭВМ АСУП ежемесячно выдает в ПДО заводов «Баланс движения деталей и покупных полуфабрикатов» по состоянию на 30-ое (31-ое) число отчетного месяца (приложение 15). Баланс движения деталей и покупных полуфабрикатов представляется в ПДО на второй рабочий день месяца, следующего за отчетным. В срок до восьмого числа ПДО цехов производят сверку данных «Баланса движения деталей и покупных полуфабрикатов» с приемо-сдаточными накладными:
Реализованная программа перестройки работы бизнеса.
Очевидно, что планирование считается одной из главных этапов управленческого процесса Если план не верен или его нет некачественно, то успешность деятельности всего предприятия может быть поставлена под угрозу. Нет товара – нет продаж. А может быть и наоборот – есть товар, но не тот или не в тот момент. Возможно и ситуация – излишек сырья или полуфабрикатов замораживает КЕШ и печальными последствиями
Планирование представляет собой целый ряд связанных процессов
---- Маркетинговый план – что и когда и по какой цене мы хотим продать
---- План производства, совмещенный с планом использования производственного аутсорсинга.
---- План обеспечения материальными ресурсами
---- План обеспечения трудовыми ресурсами.
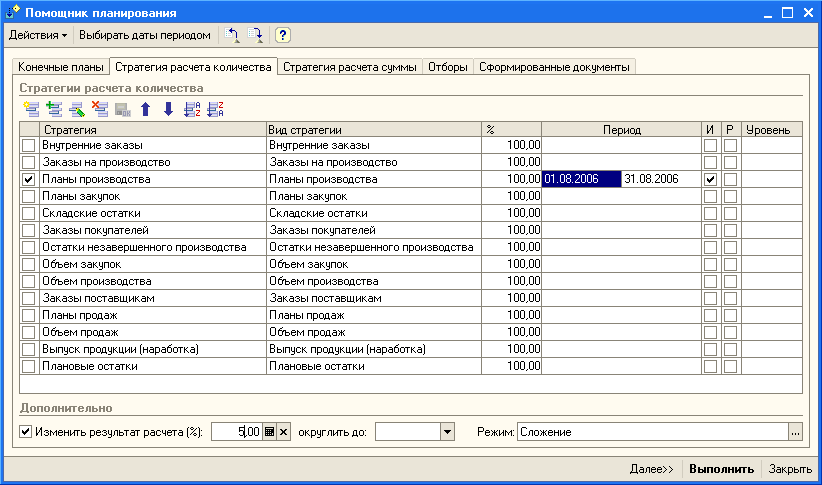
---- Номенклатурные план графики
Сюда же добавляется
---- оценка себестоимости производства,
---- план повышения производительности
---- график потребности в финансовых ресурсах.
Очевидно, что вышеперечисленные документы должны быть скоординированы между собой по времени, а также сбалансированы по качественным и количественным характеристикам. Сказать легко, но сделать ….
Обычно основным препятствием является сезонностью спроса, вслед за которой рождаются четыре типа стратегии

Стратегия – производство за спросом (рис вверху слева) требует больших простаивающих в период спада мощностей и человеческих ресурсов. Допустима только по товарам быстро портящимся
Стратегия – аутсорсинг, при которой свое производство удовлетворяет минимальные уровень спроса, а остальное отдается на аутсорсинг не приживается по двум причинам. Первая – себестоимость покупки заказа может быть существенно выше чем при своем производстве, кроме того в условиях России надежность аутсорсинга не всегда очевидна

Стратегия постоянного производства, когда мы делаем задел … требует больших вложений в сырье и материалы, больших замороженных денег.
И в результате рождается тот или иной гибрид, как это показано на рис вверху справа. Обычно это (заранее спланированная) комбинация
---- Задела производства (или полуфабрикатов)
---- Увеличения производства за счет (опять же заранее спланированного) набора кадров, введение дополнительных смен
---- Внешнего аутсорсинга или по полуфабрикатам или по готовым изделиям
Но вернемся к реальности
Исходные данные необходимые нам
---- Производительность оборудования, включая время на смену моделей
---- Производительность штатного персонала
---- План по повышению производительности
---- Возможность невозможность набора новых трудовых ресурсов, оценка производительности новых кадров (экспертно)
---- Возможность невозможность введения дополнительных смен, бизнес план по вторым третьим сменам, оценка производительности всех смен при введении дополнительных (квалифицированные кадры придется перераспределять и производительность основных смен упадет)
---- Бизнес план оценка возможностей аустаффинга
---- Бизнес план наличие возможностей производственного аутсорсинга, полного или частичного
Мы должны составить несколько связанных планов
---- Стратегический бизнес план. Это прежде всего План маркетинга продаж. Что и когда продаем, какие товары м в каким количестве должны быть готовы к каким срокам. Если по предыдущему опыту возможно неудовлетворение производством потребности продаж, то приоритеты между изделиями. В маркетинговом плане предусмотрены даты выставок, демонстраций новых коллекций, выпуск каталогов …. Маркетинговой план согласуется в «целом», с возможностями производства,
---- Календарный план производства по изделиям, лучше всего по категориям
---- План потребности в ресурсах и связанный с ним план подробности в финансовых ресурсах
---- План по номенклатуре.
Внимание – план не обязательно считают с первого января по 31 декабря, более практично устанавливать горизонт планирования год с учетом сезонности спроса. Например с 01 04 по 31 03

В модели предположено что товар должен быть произведен за 2 мес до продажи.
Если мы имеем два цеха (два типа операций, например ручное и машинное изготовление или два цеха с разными товарами, то план потребностей должен быть разбит по месяцам
Например (в примере предполагается что в начале пика сезона доля ручных изделий возрастает)

Теперь посмотрим на вопрос, когда должны быть готовы ТЗ на новые коллекции и как должны быть разбиты графики производства.
Допустим, мы хотим чтобы с сентября в продажу поступали товары новой коллекции
Оценим когда мы должны производству в работу новую коллекцию
---- Если мы хотим начать ее продавать в сентябре (и позиционировать в июле – августе), то произведено это должно быть за 2 мес. (условный срок положенный в модель), то если цикл производства допустим месяц, цикл заказа сырья месяц, то технологические карты (что из какого сырья…) должны быть готовы в МАЕ.
---- Но это не дата сдачи коллекции в работу. Технологи имеют тоже свой период обработки информации, допустим 3 часа на изделие, те при двух технологах 6 изделий в день, 10 в месяц.
---- Те коллекция должна быть сдана в Апреле (дата условна, все завит от параметров).
Важное замечание. Размеры партий.
---- Вообще то говоря сбыт хочет иметь все товары (или почти все) новой коллекции одновременно к началу сезона, но поскольку произвести все товары новой коллекции заранее в «годовом» масштабе, не имеет смысла, мы должно по большинству моделей разбить цикл производства, как минимум на 4 этапа (и от этого закупать сырье)
---- Первый цикл в соответствии с прогнозом продаж должен быть готов к августу, далее октябрь с корректировкой прогнозов по номенклатуре, декабрь и февраль, когда по существу начинается производство на лето.
Итак мы определили сроки (вернее описали как определить) представления коллекции производству, как функцию
---- даты презентации
---- даты начала торговли (минимум 75% должно быть готово)
---- времени на подготовку производственной спецификации
Внимание с точки зрения планирования производства модели лучше разбить на группы требующие одинакового сырья.
Теперь рассмотрим
---- Планирование производства в целом
---- Номенклатурный план производства
---- Операционный план производства
---- Систему управленской отчетности
Планирование производства в целом
Итак мы по двум цехам определили объем производства
Теперь сравним с производительностью. Сначала рассмотрим цех машинного производства, производительность которого зависит от производительности станков производительности ручной доводки.
Возникают, обычно, следующие вопросы
---- Что делать с оборудованием при его недогрузки
---- Как выполнить план «в сезон»
---- Что делать если совокупная производительность меньше чем В примере это 15%
Но Обычно считается что производительность двух участков одного цеха что вообще говоря не очевидно.
Если как в нашем примере цикл состоит из машинного производства и ручной доводки, то часть времени мы уменьшаем число сотрудников ручной работы (если это возможно), машинный блок работает на заготовки, в период роста потребности мы набираем дополнительно людей и частично работаем с полуфабрикатами

Внимание – товары которые будут производится с полуфабрикатами, должны быть сданы в технологическую отработку «еще в прошлом сезоне».
Внимание – при расчете схемы с переменным числом сотрудников мы должны учитывать что производительность новых сотрудников будет на 30-40% меньше.
В данном примере мы на месяца сокращаем численность за счет отпусков. в пиковое время набираем дополнительно 15% персонала (ФОТ при этом за счет плохой производительности растет в 1.4 раза)
Все что мы сами не можем обеспечить должно быть отдано на аутсорсинг
Принципы аутсорсинга---- Обычно наиболее простые изделия, где вероятность брака минимальна.
---- При выборе смотрим и надежность и заинтересованность (должны быть простаивающие мощности) и качество.
Если не удается найти аутсорсинг, сортируем наши изделия по «важности», обычно это потенциальный валовый доход
Номенклатурный план производства
Номенклатурный план представляет собой детализацию общего плана.
Как мы уже говорили, лучше наши изделия объединять
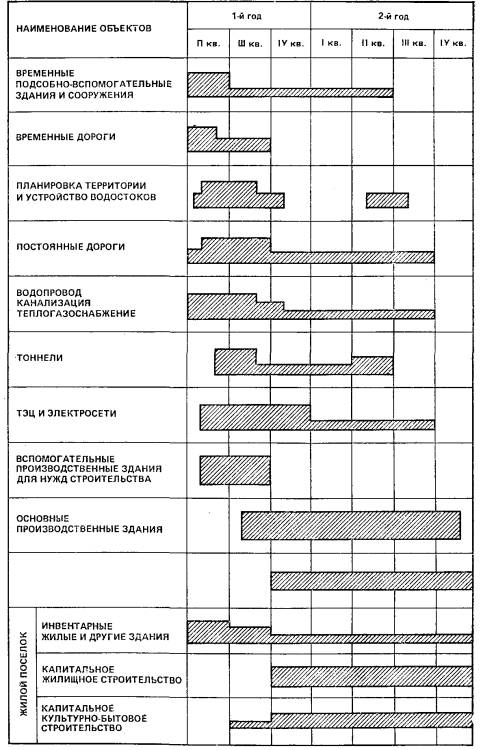
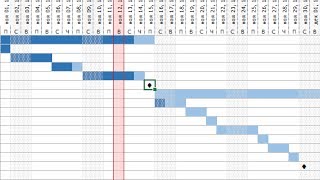
Обычно для составления используется диаграммы Ганта. Для небольших производств, достаточно делать в недельном интервале.
Обычно мы «тарифицируем» следующие операции
---- Сырье на складе
---- Машинная обработка
---- Ручная доводка
---- Предпродажная подготовка.

На рис конечно идеальная модель, в реальности группы могут пересекаться, для разных изделий разный цикл производства
Но в таблице показано ключевое для плана
Запланировав изделия мы должны сверить «сумму затрат» в часах и людях с производительностью. Если мы видим что на какой то недели «Не хватает», нагрузки, как это на 21, 24 недели по ручной обработке, то мы заранее формируем фронт работ (например за счет склада полуфабрикатов)
В примере в «Клеточках» стоит число изделий, на практике наш конечно интересует число машино часов и число человека часов.
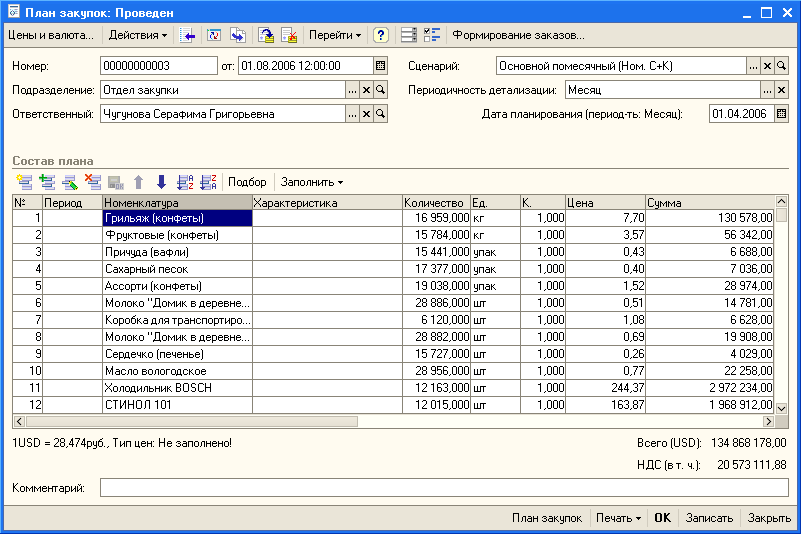
Поскольку мы заранее знаем сырье по каждому изделию, номенклатурный план дает нам план закупок, который конечно в реальной жизни выполняется не по принципу «точно в срок», а с учетом времени поставок, статистику сбоев поставщика и т.д.
Из плана закупки сырья следует финансовый план по обеспечению средствами (это верно, как для случая предоплаты, так и отсрочек, так и комбинации их по разным поставщикам)
Внимание. По всем изделиям мы должны знать затраты – сырье + ФОТ + накладные расходы и ориентированную стоимость продаж, все это включается в номенклатурный план, чтобы знать экономику, а в случае необходимости расставлять приоритеты
Операционный план производства
Конечно план номенклатурный нужен. Но как известно «чисто было на бумаге, но забыли об оврагах». Поэтому план оперативно корректируется, превращаясь в месячные достаточно корректные планы.
Ключевое «тут» полная Загруженность и приоритетность.
ИТОГО
Несмотря на то, что для небольших компаний как то кажется что план производства и его формализация не очевидны, наши реперные точки следующие
Четкая дата по новой коллекции (план что нужно сбыту) в терминах
---- Дата презентации клиентам
---- Объём наработки к дате презентации (почти все модели нужно бить по партии, т к сбыту нужно все модели одновременно, но не в объеме годового потребления)
---- Дата когда должно быть представлено производству
Планирование производства исходя из загруженности оборудования и приоритетов сбыта
План по сырью разбитый по типам сырья
План что и как будем делать в задел
План по финансам
План по людям и мерам по увеличению ресурсов
План по расходам
Реперные Точки.
Ежемесячно
Общее
---- «Стратегический» бизнес план – бизнес план маркетинг – продажи – производство. Контроль как в организационных терминах так и цифрах.
Экономика..
---- PNL. Разнесенные столбцы двух бухгалтерий. Ежемесячно и нарастающим итогом
---- КЕШ – план Cash flow и его выполнение.
---- ДЗ, ПДЗ (более 5 и 30 кал дней)
---- Задолженность по налогам.
---- КЗ с разделением поставщик займы
---- План продаж – факт продаж
---- Склад готовых изделий. Общая сумма, структура – более1 мес. более 6, 9, 12 месяцев, суммы старой коллекции (после презентации новой).
---- Склад полуфабрикатов. Общая сумма, структура – более1 мес. более 6, 9, 12 месяцев.
---- Склад сырья. Общая сумма, структура – более1 мес. более 6, 9, 12 месяцев.
Производство
---- План график производства моделей и его выполнение.
---- Степень загрузки оборудования, сравнительный анализ производительности смен, изменение по времени.
---- Производительность по постоянному персоналу. Сравнительный анализ производительности сотрудников, изменение по времени.
---- План повышения производительности. его выполнение.
---- Брак, списание.
Маркетинг и продажи
---- План график представления моделей в производство
---- Коррекция приоритетов и номенклатурного плана производства.
---- Продажи, маржа по недельно.
---- Продажи по сотрудникам. По неделям и месячно.
---- Продажи старой коллекции план – факт
---- Продажи старой коллекции по сотрудникам. По неделям и месячно.
---- План по росту клиентской базы и инструменты достижения – списки проработки, сохранения данных.
---- Отслеживание регулярности работы со старыми клиентами.
---- «Потерянные» клиенты
---- Карточки по всем «важным» клиентам.
---- Выставки, оценка эффективности
---- Предоплатные клиенты с большими партиями – отслеживание.
Базы учета и учет
---- Выполнение правил «закрытия» базы. Для контроля таблица данных старых периодов и проверка неизменности данных
---- Разделение ролей. Сбыт выписывает счета … после передачи на склад не имеет возможность изменить счета. Все возвраты только через склад
---- Сверка приход по базе = приход по банку + кассе.
---- Архивация базы, backup